
Haverianalys - lång
Kort
version
1 Inledning
Skruvförband kan haverera på en mängd olika sätt. Nedan kommer ett antal
haverimoder och troliga orsaker att diskuteras.
Orsaker till haverier i skruvförband kan oftast härledas till följande:
- Användning utanför tänkt användningsområde/ ändrade yttre
omständigheter
- verkliga lasterna i förbandet skiljer sig från vad förbandet
konstruerades för
- Konstruktionsfel
- felaktig lastfördelning skruv-underlag ger
utmattningsbrott
- man har inte tagit hänsyn till sättningar
-
svårmonterade förband blir dåliga
- felaktiga materialval och ytbehandlingar
- Felaktig klämkraft
- process/produktionsstörningar
- mänskliga
faktorn (man gör misstag)
- felaktiga instruktioner
- stora sättningar
- Material- och toleransfel
- inkl. även ändringar av komponenter utan
konsekvensanalys
Gemensamt för all haveriutredning är att man aldrig kan veta för
mycket om förutsättningarna som ledde fram till haveriet.
Haverier i skruvförband under drift är endast i undantagsfall relaterade till
en enda komponent utan beror oftast på samverkan av flera faktorer såsom yttre
laster, monteringsmetod, ytbehandling, temperatur, korrosion etc.
För att kunna utföra en bra haverianalys behövs:
- Så många delar av det havererade förbandet som möjligt
- inte bara den
brustna skruven.
(Detta ger möjlighet att studera brottytor, anliggningsytor,
korrosion, etc.)
Hantera dessa delar varsamt och dokumentera noga
– även smuts kan berätta en historia!
- Så mycket information runt haveriet som möjligt.
(När och hur hände det,
hur upptäcktes det, finns det flera liknande fall, etc.)
- Så mycket information om monteringsförfarandet som möjligt.
(Finns det en
monteringsanvisning, hur monterades det, är åtdragningen
kontrollerad/dokumenterad, har någon justering utförts, etc.)
- Uppgifter om driftförhållanden och övrig historik
(Normala eller
speciella belastningar, har någon service/justering utförts, etc.)
- Det kan också vara väldigt bra att ha intakta jämförelseobjekt för att kunna
identifiera eventuella avvikelser som kan ha bidragit till haveriet.
- Materialspecifikationer och ritningar för skruv och klämda komponenter.
- Statistik från monteringen. Kopplad till t ex tid, skruvbatch,
verktygsbyten, enskild montör/skiftlag. Betydelsefullt om problemen kommer i
grupp, bara under en viss period eller bara ”då och då”.
2 Vanliga haverityper
Några av de vanligaste haverierna i skruvförband är:
- Skruvbrott eller gängskjuvning vid montering
- Uppglappning/lossande skruvar under drift
- Utmattningsbrott i skruven under drift
- Överlast vid drift som leder till omedelbart skruv- eller komponentbrott
- Korrosion som leder till skruvbrott.
(t ex allmän korrosion, galvanisk
korrosion, spänningskorrosion)
- Vätesprödhetsbrott (fördröjda brott pga väte i skruvmaterialet)
- Skruvbrott pga andra material eller tillverkningsfel
- Komponentbrott, ofta pga spänningskoncentration vid skarpa radier
- Utmattningsbrott i komponenter pga fretting.
3 Arbetsmetodik vid haverianalys
Ibland är haveriorsaken uppenbar men ibland kan haverierna vara så omfattande
att det kan vara svårt att avgöra grundorsaken. I t ex ett stort motorhaveri kan
det vara svårt att avgöra vilken komponent som gick sönder först och om den i så
fall också var grundorsaken, vilket den inte alls behöver vara.
Det kan också vara så att det är samverkan av flera faktorer som leder till
haveri och då kan det vara svårt att hitta en tydlig grundorsak.
Så kallade fiskbensdiagram (Ishikawadiagram) kan vara användbara för att
strukturera upp analysen för att hitta möjliga grundorsaker. Några exempel ges i
de följande styckena.
En arbetsmetodik som visat sig vara bra i många fall är den klassiska
hypotesprövningen, dvs man antar att haveriet gått till på ett sätt (hypotes)
och sedan ser man om bevisen (t ex i form av brustna detaljer,
glid/nötningsmärken, tidpunkten när haveriet uppträdde etc.) stödjer hypotesen
eller inte.
En annan användbar metod är att jämföra havererade objekt med icke
havererade. Om t ex intrycken under skruvskallarna skiljer mycket kan man anta
att de initiala klämkrafterna har varit olika (om nu inte glidning förstört alla
intrycksmärken) vilket då i sin tur kan tala för skillnader i
monteringsmoment.
Om det går så långt att man försöker återskapa haveriet under kontrollerade
former genom provning så höjs ett litet varnade finger för att försöka påskynda
haveriet genom att t ex öka lasterna eller minska de initiala skruvkrafterna.
Med förändrade förutsättningar kan även haveritypen ändras, t ex från utmattning
till uppglappning.
Om vi börjar titta på de vanligaste haverierna kan man se att de oftast
följer någon form av tidslinje, se Figur 1.
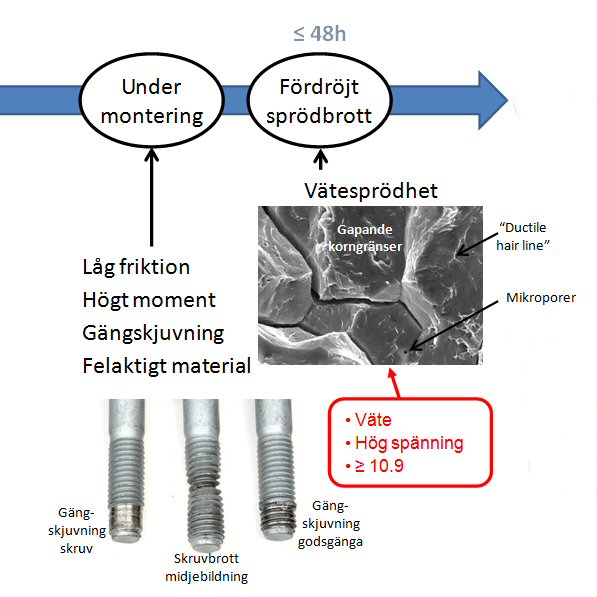
Figur 1. Approximativ tidslinje för olika
haverityper.
Nedan följer ett antal mer detaljerade genomgångar av några olika
haverityper. Genomgångarna gör inte anspråk på att vara kompletta men ger
förhoppningsvis en bra start för att bedriva ett
haverianalysarbete.
4 Skruvbrott vid
montering.
Upptäcks genom att:
Skruven går av vid montering.
Ibland noteras bara en annorlunda känsla vid montering, t ex att momentet
inte ökar vid fortsatt åtdragning. Om då skruven lossas ser man en kraftig
midjebildning.
Trolig orsak
När skruvbrott plötsligt inträffar i en vanligen stabil produktion är de
allra vanligaste orsakerna:
- Lägre monteringsfriktion än förväntat
- Högre monteringsmoment än vanligt
Materialfel i skruvarna förekommer, men så länge skruvleverantören är erkänd
och väletablerad så är detta inte särskilt vanligt. Vanligare är att man av
misstag helt enkelt tagit en skruv i fel (lägre) hållfasthetsklass än
vanligt.
Se även fiskbensdiagrammet (Ishikawadiagram) i Figur 2.
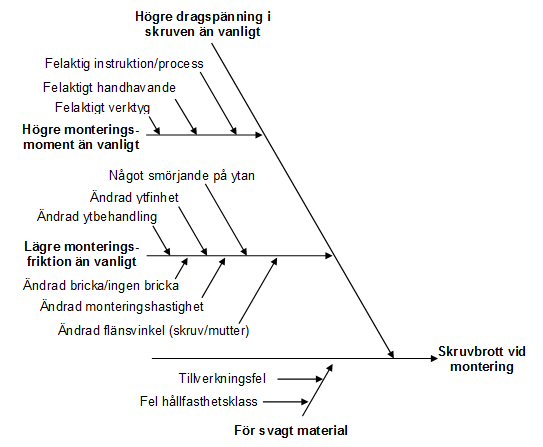
Figur 2. Fiskbensdiagram
för skruvbrott vid montering
Åtgärder
Börja med att kontrollera de enkla sakerna:
- Att rätt skruv har använts och att ytbehandlingen ser ”normal” ut.
- Att rätt verktyg använts korrekt inställt och att rätt instruktion har
följts.
- Att det inte har skett någon uppenbar förändring av kontaktytan mellan skruv
och underlag (t ex ändrad bricka eller olja på ytan)
- Att det inte har skett någon uppenbar förändring av kontaktytan i gängan
(t ex kvarvarande skärvätska eller olja)
Om problemet med skruvbrott plötsligt uppstår i en annars stabil produktion
är den enklaste lösningen oftast att tillfälligt sänka monteringsmomentet för
att säkerställa produktionen och inleda en utredning om orsakerna. För att
utesluta materialfel kan det dock vara lämpligt att göra någon form av dragprov
eller hårdhetsmätning av skruven innan beslut om momentsänkning tas.
Ett brottmomentprov kan vara en snabb väg att kontrollera att
monteringsfriktionen är normal. Ett lämpligt monteringsmoment ligger normalt på
runt 60-70 % av genomsnittligt brottmoment. Om man får brottmoment nära det
moment som används i produktionen så är orsaken till avdragna skruvar låg
friktion (under förutsättning att materialet var som det skulle).
Om samma monteringsutrustning används till flera installationer och det bara
är en viss skruv som går av kan man försöka byta ut denna skruv mot en liknande
från en annan tillverkningsomgång. Det kan vara smörjningen (ytbehandlingen) som
skiljer sig för ”problemskruven” och ger lägre friktion än vanligt.
Kontrollera också att underlaget inte har ändrats, t ex att det utsatts för
oljedimma, bearbetningen under skruvskallen har ändrats eller att
skärvätskerester finns kvar under skallen eller i de bearbetade gängorna. Ibland
räcker det med att sänka hastigheten i sista monteringssteget för att få en
stabilare (något högre) friktion och därigenom undvika skruvbrott.
Om det är fosfaterade och anoljade skruvar som används, och skruvarna är
ovanligt oljiga, kan det ibland räcka med att de torkas av för att friktionen
skall återvända till det normala.
5 Gängskjuvning vid montering.
Upptäcks genom att:
Skruven inte kan dras till fullt moment utan att gods- eller muttergängan
förstörs. Med korta gänglängder och hårt material i motgående gänga (ex. låg
mutter) kan det istället vara skruvgängan som förstörs.
Notera att förbandet alltid bör vara dimensionerat så att skruven går av
innan gängan skjuvas av om man råkar montera till brott.
Denna designregel är av följande skäl:
- Säkerhetsskäl (ofta enklare att detektera skruvbrott än gängskjuvning)
- Praktiska skäl (ofta enklare/billigare att byta ut skruven än att reparera
godsgängan).
- Hållfasthetsmässiga skäl (skruvhållfastheten är oftast bättre definierad än
hållfastheten i själva gängingreppet)
Trolig orsak
När gängskjuvning inträffar är de vanligaste orsakerna:
- För kort gängingreppslängd i förhållande till godsgängans
skjuvstyrka.
Det kan vara en ren konstruktionsmiss eller så har man tagit en
kortare skruv än vanligt, eller lagt till något i förbandet, som ger kortare
gängingreppslängd än normalt.
- Val av mutter i för låg hållfasthetsklass relativt skruvens hållfasthet.
- Felaktigt tillverkade gängor som ger sämre gängtäckning.
- Detaljen med godsgängor (”muttern”) har för lite material runt hålet vilket
gör att den blir för vek och flexar radiellt utåt när klämkraften ökar och
därmed blir gängtäckningen för dålig.
- Upprepad montering. Detta är relativt vanligt i gjutna aluminiumkomponenter
och är en effekt av nötning (som också kan ge ökad friktion) och upprepad
deformation av gängorna.
Se även fiskbensdiagrammet (Ishikawadiagram) i Figur 3.
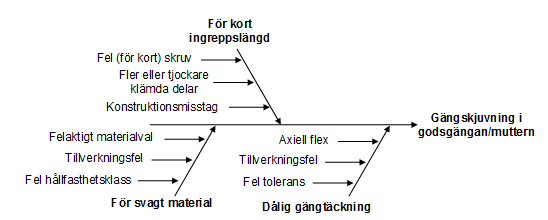
Figur 3. Fiskbensdiagram för
gängskjuvning.
Åtgärder
Oftast gäller det att säkerställa/förlänga gängingreppet.
- Kontrollera att rätt skruvlängd använts.
- Kontrollera att inte fler saker än vanligt monterats i förbandet
(t ex
extra brickor, en extra konsol eller liknande).
Ibland kan det vara så att förbandet (pga platsbrist) faktiskt är konstruerat
så att gängskjuvning inträffar före skruvbrott och då kan orsaken till
gängskjuvning vara för höga klämkrafter i förhållande till gängstyrkan. De höga
klämkrafterna kan vara orsakade av låg friktion eller högt åtdragningsmoment, se
sektionen om skruvbrott vid montering.
När det gäller material- och geometrifel:
- Kontrollera att rätt hållfasthetsklass på muttern använts.
- Kontrollera att godsmaterialet uppfyller specifikation och motsvarar
beräkningsunderlaget.
- Kontrollera att gängorna ser normala ut
(t ex kan ett för stort pilothål
göra att rullformade gängor inte blir fullformade).
- Kontrollera att rätt gängtoleranser använts.
Om godsgängan förstörts gäller det att reparera den på något sätt. Det finns
olika typer av insatsgängor, se kapitel om Insatsgängor.
Insatsgängor (i stål) kan också monteras redan från början i
aluminiumkomponenter om man vet att de kommer att utsättas för många upprepade
monteringar.
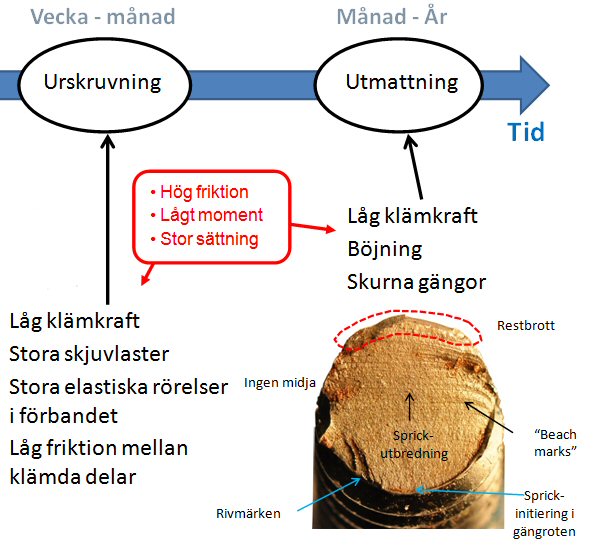
6 Uppglappning
Upptäcks genom att:
Förbanden separerar och/eller att skruvar sitter löst eller saknas helt.
Ofta sker uppglappning efter ganska kort driftstid – men hur förbandet
belastas har naturligtvis en stor inverkan på när haveriet sker. Skjuvbelastade
förband är särskilt känsliga för uppglappning. Förband utsatta för kraftiga
vibrationer är också känsliga för uppglappning
Trolig orsak
När ett skruvförband belastas så att det kan förekomma små, små glidande
rörelser i gängorna kommer dessa oftast leda till att skruven vill skruva ur
sig.
Uppglappning underlättas av låg klämkraft vilken kan vara följden av:
- Ej korrekt monterat förband
(För lågt monteringsmoment, glömt ett
monteringssteg, felaktig monteringsordning, etc.).
- Att stora sättningar har reducerat klämkraften.
- Konstruktionsfel.
Låg klämkraft kan också innebära att hela förbandet börjar glida, vilket då
kraftigt ökar risken för uppglappning (och även för utmattningsbrott). Glidning
kan också bero på att mellanytafriktionen är lägre än förväntat.
I flerskruvförband kan monteringsordningen/processen ha avgörande betydelse.
Jämför med att byta ett hjul på bilen. Efter att man dragit åt alla
skruvar/muttrar en första gång med samma moment så sitter den först åtdragna
skruven/muttern antagligen betydligt lösare än den man drog åt sist.
Uppglappning kan även drabba förband utsatta för stora elastiska
rörelser/böjningar. Även om klämkraften initialt är bra och ingen relativ
glidning sker mellan sammanskruvade detaljer sker kan dessa rörelser ändå skapa
mikroglidningar i gängorna som i sin tur leder till uppglappning.
Låg monteringsfriktion kan, något paradoxalt, också bidra till uppglappning.
Låg monteringsfriktion ger förvisso högre klämkrafter för ett givet
monteringsmoment men ger också minskad självhämning mot urskruvning. Problem med
uppglappning tycks öka markant då monteringsfriktionen < 0,10 (Vid friktion
< ca 0,04 försvinner den självhämmande effekten och förbanden skruvar upp sig
själva). Särskilt låg gängfriktion kan bidra till att förbandet blir mer
uppglappningskänsligt. Kvarvarande skärvätska, förhöjd temperatur, variationer
eller fel i ytbehandlingen är alla faktorer som kan sänka gängfriktionen.
Se även fiskbensdiagrammet (Ishikawadiagram) i Figur 4.
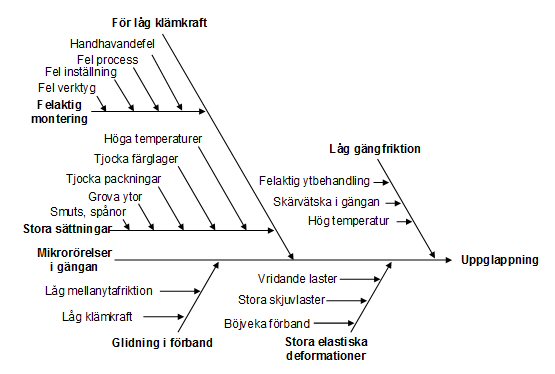
Figur 4. Fiskbensdiagram för
uppglappning.
Åtgärder
Oftast gäller det att säkerställa klämkraften.
- Kontrollera att förbandet monterats korrekt
(rätt verktyg, rätt
inställning, rätt process/monteringsordning).
- Se till att minska sättningarna, dvs minska klämkraftförluster.
(undvik
tjocka packningar, tjocka färglager, grova ytor etc.)
Det kan också vara bra att försvåra glidning inom förbandet genom att:
- Öka klämkraften genom t ex sträckgränsmontering.
- Öka mellanytafriktionen.
- Ordna någon form av mekanisk låsning som förhindrar glidning.
Extra säkerhet mot uppglappning kan också åstadkommas genom någon form av
mekanisk låsning som exempelvis:
- Låsvätska.
- Mekanisk låsning med t ex vikbleck eller kronmutter & saxpinne.
- Mekanisk låsning mha körnslag eller annan mekanisk deformation.
- Låsbricka.
Det finns en uppsjö med olika tandbrickor/fjäderbrickor som påstås hämma
uppglappning. Många av dessa ger dock högst begränsad effekt och några kan
snarare bidra till uppglappningen genom att ge större sättningar. Under rätt
förutsättningar kan dock Nord-Lock brickan hjälpa men den är ofta en relativt
dyr lösning.
Det finns även en uppsjö med olika ”låsmuttrar”. Dessa ger dock normalt bara
en begränsad ökning av lossmomentet då de trots allt måste vara möjliga att
montera. Normalt ger de inget större bidrag till uppglappningsmotståndet men ger
lite extra tid mellan det att förbandet tappar sin klämkraft och att skruv och
mutter separerar helt.
Fingängade skruvar ger ofta ett något högre motstånd mot uppglappning. De har
dock också en del nackdelar, framförallt monteringsmässigt (svårare att äntra
rätt och längre nedskruvningstid), men de har också ett något sämre motstånd mot
utmattning.
Om man vet med sig att förbandet belastas så att urskruvning kan bli följden
så kan man eventuellt använda en vänstergängad skruv. Exempel på detta är
vänster cykelpedal samt vissa axelförband i växellådor där man vet att
urskruvningskrafter uppstår för normalgängade skruvar genom så kallad
valsvandring. Detsamma gäller egentligen även för hjulskruvar men där har man
valt att överdimensionera förbandet så att normala, högergängade skruvar kan
användas på båda sidorna av bilen.
7 Utmattning
Upptäcks genom att:
Förbanden separerar/skruvar har gått av.
Brottytan på skruven har karakteristiska tecken på utmattning, se Figur 1
samt delen om ”Analys av utmattade skruvar”. Oftast tar det relativt lång tid
för ett utmattningsbrott att ske och när det väl händer sker det utan
förvarning.
Trolig orsak
Stora yttre laster som gör att skruven utsatts för en draglastamplitud som
överstiger utmattningsgränsen. Se också kapitlet Utmattning
Notera att
skruvar är särskilt känsliga för böjning som ger stora lokala spänningar.
Hur stor del av den yttre lasten som faktiskt drabbar skruven beror också
på:
- Hur förbandet är designat.
- Storleken på de yttre lasterna och var de angriper.
- Klämkraften.
Ett förband med låg klämkraft är generellt sett mer känsligt
för utmattning.
Märk också att den dynamiska utmattningsgränsen är mycket lägre än den
statiska hållfastheten. För t ex en 10.9-skruv anges utmattningsgränsen till 45
MPa. Detta innebär att om de lastväxlingar som drabbar skruven gör att den
pulserande spänningsamplituden överstiger 45 MPa riskerar man
utmattningsbrott.
Detta är betydligt lägre än vad som brukar anges för motsvarande material och
beror på att man får en spänningskoncentration i botten av gängorna, framförallt
i gängbotten hos den första gängan i ingrepp.
Följande saker inverkar på den dynamiska utmattningsgränsen:
- Material (8.8-skruv har högre utmattningsgräns än 10.9).
- Gängformningsmetod (rullformning är bättre än skärande bearbetning).
- Gängrullning efter härdning är bättre än innan härdning.
- Geometri (skarpa radier i gängor och under skallen försämrar).
Uppglappning och utmattning är fenomen som ofta överlappar. Uppglappning
eller sättning sänker klämkraften och gör förbandet mer känsligt för utmattning.
Om en skruv utmattas eller glappar upp i ett flerskruvförband så utsätts de
övriga för högre laster vilket då ökar risken för utmattning eller uppglappning
hos dessa.
Det är inte ovanligt att man får en kedjereaktion där skruvarna
utmattas en efter en i allt snabbare takt tills hela förbandet slutligen
separerar.
Om olika material sammanfogas, typiskt aluminiumkomponenter som skruvas ihop
med stålskruv, kan skillnader i termisk utvidgning orsaka stora spänningar i
förband där temperaturen varierar mycket och ofta. Även andra förband med stora
temperaturvariationer kan drabbas, t ex bromsar.
Korrosion kan också kraftigt påskynda utmattningsförloppet. Defekter i
material eller tillverkningsdefekter (exempelvis härdsprickor och
gängrullningsdefekter) kan även de kraftigt reducera utmattningshållfastheten.
Se även fiskbensdiagram (Ishikawadiagram) i Figur 5.
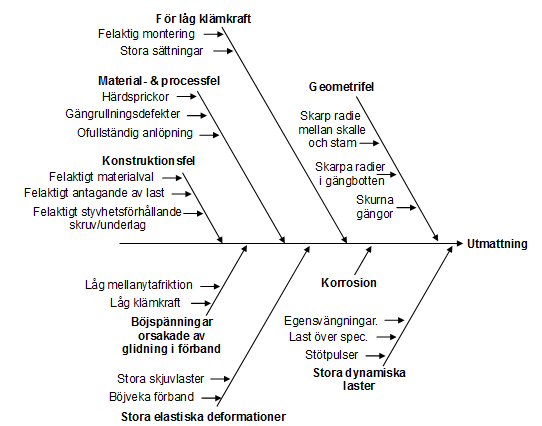
Figur 5. Fiskbensdiagram
för utmattning.
Analys av utmattade skruvar
Utmattning är en hel vetenskap i sig. Här ges bara en grov beskrivning av vad
som är vanligt förekommande i skruvförband. Detaljerade studier av brottytor bör
göras av kvalificerade utredare.
Till att börja med saknar ofta utmattade skruvar den midjebildning som är
typiskt för duktila brott, som t ex kan fås av plötsliga laster över
dragbrottlasten vid ett haveri eller vid överdragning under montering.
Brottytan på en utmattad skruv kan också ge en hel del information om
brottet.
Typiska områden på brottytan är:
- Rivmärken - som oftast indikerar var sprickan börjat.
- Beach marks – som visar hur sprickan propagerat.
- Restbrott – där slutliga brottet sker.
Ovanstående områden är oftast identifierbara med blotta ögat, se Figur 1 och
Figur 6.
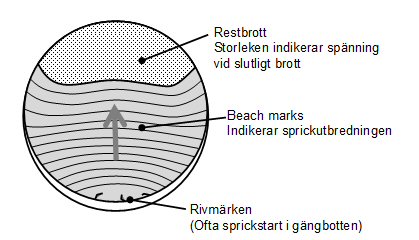
Figur 6. Schematisk bild av utmattad skruv.
Typexempel på ensidig böjutmattning.
De första sprickorna uppstår där de lokala spänningarna är som högst, vilket
oftast är i gängbotten på den första gängan i ingrepp. Dessa första, små
sprickor, växer sedan och om de stöter på en annan liten spricka kan de gå ihop
och bildar då rivmärken (ratchet marks på engelska). Brottytan uppvisar ofta
flera rivmärken och dessa ger en ledtråd till var de första sprickorna uppstod
vilket kan vara en viktig ledtråd för att förstå haveriet.
Beach marks (saknar bra svensk översättning - våglinjer?) påminner om
vågmönstret på en sandstrand. De uppstår till följd av att belastningarna och
därigenom spricktillväxten varierar med tiden. Korrosion/oxidation bidrar till
uppkomsten av beach marks. Genom att studera beach marks får man en känsla för
hur sprickan rört sig.
Till detta tillkommer så kallade striationer som är märken efter varje gång
sprickan rört sig. Det kan vara flera tusen striationer inom en ”våglängd” på
beach marks. Striationerna kan vara mycket svårtolkade och för att studera dem
krävs vanligtvis svepelektronmikroskop (SEM).
Avsaknaden av beach marks antyder att belastningen varit jämn över tiden.
Detta kan vara typiskt för utmattningsprovning med konstant lastamplitud.
Ibland kan riktningen på beach marks ändras allteftersom sprickan växer.
Detta kan indikera antingen att skruven har vridit sig eller att den yttre
lasten ändrat angreppspunkt.
Om skruvänden sitter kvar i hålet, och man kan vara rimligt säker på att
skruven inte vridit sig under utmattningsförloppet, kan placeringen av
rivmärken, riktningen på beach marks och placeringen av restbrottet ge en god
bild av i vilken riktning spänningarna i skruven – och därigenom i förbandet –
varit.
Storleken på restbrottet indikerar hur stor spänning som behövdes för att
skruven slutligen skulle gå av. Ett litet restbrott visar att kraften i skruven
då var låg, vilket i sin tur kan, men måste inte, indikera att de statiska
krafterna i förbandet är låga och att förbandet kanske är överdimensionerat.
Omvänt visar en stor restbrottyta på att de statiska lasterna i förbandet
troligen är höga. (Restbrottets storlek beror också på materialet, men för
skruvar är materialen relativt likartade, dvs seghärdade stål.)
Restbrottet i normala stålskruvar (8.8 och 10.9) bör vara duktilt. Detta kan
verifieras i SEM.
Detaljstudier av brottytan kan också ge indikationer på om det varit
vridspänningar inblandade och om korrosion eller defekter i materialet påverkat
förloppet etc.
Åtgärder
Grundläggande för bra utmattningsmotstånd är:
- Korrekt dimensionering för att undvika stora spänningsamplituder på
skruven.
- Ingående laster är välkända både till storlek och
angreppspunkt.
- Underlaget bör vara väsentligt styvare än skruven.
-
Materialval/design för att förhindra termiskt inducerad utmattning.
- Att reducera/dämpa stora yttre lastamplituder på förbandet.
- Undvika
resonanssvängningar/vibrationer.
- Undvika upprepade höga
toppbelastningar/stötpulser.
- Att undvika att skruven utsätts för böjbelastningar.
- Kontaktytan
mellan skruvskalle och underlag är plan och vinkelrät mot
skruvaxeln
för att undvika statiska böjspänningar och lokala
spänningskoncentrationer under skallen.
- Förbandet inte är så vekt att
skruven böjs pga de yttre lasterna.
- Glidning i förbandet förhindras.
-
Hål och gänga är axiellt linjerade.
- Att förbandet har korrekt klämkraft.
- Rätt monteringsmetod är vald.
-
Korrekt montering är utförd.
- Att sättningen är begränsad (för att bibehålla klämkraften).
- Att skruvarna är av rätt kvalitet.
- Rullformade gängor har bättre
utmattningshållfasthet än skurna.
- Om skurna gängor används måste man
undvika skarpa hörn i gängbotten.
- Gängor rullformade efter härdning har
bättre utmattningshållfasthet
än gängor rullade innan härdning.
-
Radien i övergång mellan skruvstam och skalle inte är för skarp.
- Att inse att korrosion kan kraftigt påskynda utmattningsförloppet.
-
Undvik/begränsa inverkan av korrosiv miljö.
- Undvik galvanisk korrosion där
skruven är den oädla parten.
- Lämpligt val av ytbehandling för ökat
korrosionsmotstånd.
Som tidigare nämnts överlappar ofta uppglappning och utmattning. Åtgärder mot
uppglappning skulle då också kunna ha en positiv inverkan på
utmattningshållfastheten. Notera dock att i förband som utmattas utan föregående
uppglappning har åtgärder som t ex låsvätska eller mekanisk låsning inte någon
effekt.
Att öka klämkraften genom att gå upp i skruvdimension (t ex från M10 till
M12) kan ha en negativ effekt på utmattningshållfastheten. Om inga andra
konstruktionsändringar görs (mer än att öka hålstorleken) blir skruven relativt
sett styvare jämfört med underlaget och en ökande andel av den yttre lasten
drabbar då skruven.
Man kan även få en negativ effekt om man byter ut en 8.8-skruv mot en
10.9-skruv då utmattningsgränsen faktiskt sänks. Men det beror naturligtvis på
hur förbandet belastas. En förband som i huvudsak utsätts för skjuvbelastningar
kan vinna på den högre klämkraft en 10.9-skruv kan erbjuda.
8 Vätesprödhetsbrott
Upptäcks genom att:
Skruvar plötsligt brister.
Detta sker normalt inom 48 timmar från montering och ofta utan att någon
extra yttre belastning tillförts, dvs brottet sker enbart på grund av
förspänningen i skruven.
Brottytan på skruven visar karakteristiska tecken på
väteförsprödning, se Figur 1.
Trolig orsak
För att vätesprödhetsbrott skall uppstå krävs tre saker:
- Material som är känsligt för vätesprödhet.
- Väte i materialet.
- Spänningskoncentration.
Olika material uppvisar olika känslighet för väteförsprödning. Hårda och
spröda material har en högre tendens att drabbas. För skruvar så brukar man anse
att hållfasthetsklass 8.8 och därunder har så låg känslighet att inga speciella
åtgärder behövs. Hållfasthetsklass 10.9 har en märkbar känslighet för
väteförsprödning och särskilda åtgärder (väteutdrivning enligt ISO 4042) måste
utföras vid elektrolytisk ytbehandling. Hållfasthetsklass 12.9 har hög
känslighet för väteförsprödning.
Väte i skruvmaterialet kan komma in redan under produktion av råmaterialet
(ovanligt) och under efterföljande processteg. Olika tvätt- och rengöringssteg
inför ytbehandling kan föra in väte, t ex betning i syrabad. Vanligaste orsaken
är dock att väte kommer in under elektrolytisk ytbehandling.
Notera dock att korrosion också kan skapa lokala vätekällor – men då handlar
det mer om väteassisterade skruvbrott (exempelvis utmattning och
spänningskorrosion) som inträffar efter en längre tid.
Gängbotten ger en lokal spänningskoncentration där väte kan anrikas. Med en
hög dragspänning i skruven får man således både en vätekoncentration och en
kraft som vill öppna och driva en spricka. Det är ett komplicerat växelspel
mellan dislokationsrörelser och väteatomer/molekyler som får sprickan att
propagera och alla detaljer runt detta är ännu ej utredda av vetenskapen.
Åtgärder
Åtgärderna kan vara på kortare och längre sikt.
På kort sikt:
- Kontrollera hårdheten på skruven.
- Skrota ut den drabbade skruvbatchen.
- Innan nästa batch tas i bruk gör ett prov enligt ISO 15330.
På längre sikt:
- Om elektrolytiskt ytbehandlade 10.9-skruv används, kontrollera att
väteutdrivningsprocessen utförts på korrekt sätt (ISO 4042).
- Kontrollera övriga potentiellt väteinducerande orsaker, ex. betning i
syrabad.
- Överväg att byta ytbehandling till ett så kallat zinkflakesystem, som inte
innefattar något elektrolytiskt processteg.
- Undersök om byte av grundmaterial kan minska risken för
vätesprödhet.
9 Fretting
Upptäcks genom att:
Komponenter brister i nära anslutning till hålen för skruvarna.
Vanligast för sammanfogade plåtar utsatta för dynamiska skjuvlaster.
Ett
exempel kan vara remhjul bestående av två hopskruvade plåtkoner.
För stålkomponenter uppstår ofta ett brunt, rostliknande, pulver av järnoxid
i frettingzonen runt skruvhålen. (Detta pulver orsakar även ett abrasivt
slitage).
Trolig orsak
Det finns en skjuvbelastning mellan de hopskruvade komponenterna. Under
skruvskallen är kontakttrycket så högt att relativ glidning förhindras. I
området närmast utanför skruvskallen är trycket däremot inte tillräckligt stort
för att förhindra små, små glidningar mellan komponenterna. Trycket är däremot
tillräckligt högt för att nötning skall kunna ske. Längre ifrån skruvskallen är
kontakttrycket för lågt för att nötning skall ske.
Nötningen sker inledningsvis ofta som ett adhesivt slitage där material från
ena ytan fastnar på den andra. I takt med att förloppet fortskrider kan små
hårda partiklar eller oxider bildas och slitaget fortsätter som abrasiv
nötning.
Nötningen skapar en anvisning för en utmattningsspricka som sedan växer och
orsakar det slutliga haveriet.
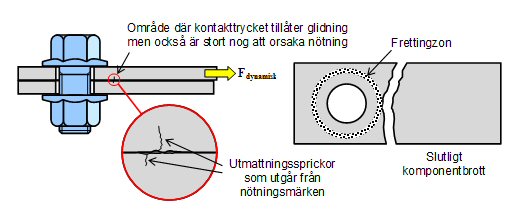
Figur 7. Fretting i området runt skruvskallen
initierar utmattningssprickor.
Åtgärder
Det kan vara svårt att åtgärda detta, men i princip finns det följande vägar
att gå:
- Konstruktionsändring
- För att försöka hindra relativrörelsen.
- Använda smörjmedel
- för att förhindra att nötning initieras.
Ger dock
låg mellanytafriktion samt kan vara mindre effektivt.
- Modifiera ytorna
- Detta för att förhindra nötning som skadar
grundmaterialet
och att minska de skjuvkrafter som driver
utmattningssprickorna.
Önskvärda egenskaper är:
- Minska adhesionen.
-
Öka hårdheten för att minska ev. slitage.
- Bygga in tryckspänningar i ytan
för att försvåra spricköppning.
I praktiken är det ofta alternativ 3 som är effektivast sett ur ett
funktions- och kostnadsperspektiv. Det är dock inte alltid lätt att veta på
förhand vad som fungerar i den aktuella applikationen. Nedan följer dock några
alternativ:
- Målning.
- Anodisering av ytan (aluminium).
- Nitrering av ytan.
- Uppkolning av ytan.
- Kulbombning.
- Filmer med fasta smörjmedel.
Kulbombning är en av de mer kostnadseffektiva metoderna då den ger både en
hårdhetsökning och tryckspänningar i ytan till en relativt låg kostnad.
Uppdaterad 2020-01-02
|
