
Plaster - lång
Kort
version
1 Inledning
Här behandlas skruvförband för
komponenter av konstruktionsplaster med och utan fiberförstärkning. Plasters
egenskaper skiljer sig markant från metallers. Det påverkar starkt hur
skruvförband ska användas. Plaster har relativt låg styrka och de tål inte höga
klämkrafter eller dragkrafter. De sätter sig också med tiden. Skruvförband för
plaster ska användas med försiktighet då de appliceras punktvis och spänningarna
som uppstår kan leda till sprickbildning. Självgängande skruv kan återmonteras
men endast några få gånger.
Med plaster menas konstruktionsmaterial
baserade på polymerer. De består av en eller flera polymerer samt olika
tillsatser, t ex fyllmedel, färger eller mjukgörare. Plaster delas in i två
huvudgrupper, härdplaster och termoplaster. Termoplaster är lätta att forma om
de värms upp och de kan smältas om ett flertal gånger. Härdplaster är kemiskt
tvärbundna och kan inte smältas eller omformas.
Kompositer är
definitionsmässigt material bestående av två eller fler markant olika material.
En plast armerad med fibrer är därför en komposit. Fibrerna är ofta glasfiber
eller för lättviktsmaterial kolfiber. Några vanliga termoplaster är polyeten
(PE), polypropen (PP), polyvinylklorid (PVC), polyamid (nylon), acetalplast
(POM), polyester och polykarbonat [Värt att veta om plast]. Termoplaster kan
armeras med fibrer, korthuggen glasfiber dominerar. För härdplasterna används
huvudsakligen vävar av långa fibrer. De mest använda härdplasterna är baserade
på polyester, vinylester och epoxi.
För fogning av kompositlaminat
(långfibriga plaster) hänvisas till kapitlet Kompositlaminat. Skruvförband för
plaster kan indelas i tre grupper:
- Självgängande skruv som genererar sin egen gänga i plasten
- Skruv som monteras i en insats i plasten
- Fogning med skruv, mutter och brickor
2 Självgängande skruvar för plast och kortfiberförstärkt
plast
Självgängande skruv kan vara gängpressande eller gängskärande. De
gängskärande har någon form av skärande kant. Ofta används plåtskruv med 60°
gängprofil för plastmaterial. De kraftiga tryckspänningar som bildas av
skruvgängan kan ge upphov till sprickbildning. Försänkta skruvskallar är inte
lämpliha för plast då de ger en expanderande effekt.
Geometrier som har visat sig lämpliga för plast är:
- Låg vinkel på gängan, < 40°
- Smal skruvstam, < 0,65xD
- Hög stigning, > 0,35xD
För att minimera risken för sprickbildning har gängor speciellt anpassade för
inskruvning i plast utvecklats. Utmärkande för specialskruvar för plast är en
assymetrisk gängprofil som bättre fördelar spänningarna runt godshålet och som
gör att den bärande flanken bättre motstår utdragskraften. Den kupade ledande
gängflanken underlättar materialflödet vid gängformningen medan den tvära
följande gängflanken står emot utdragskrafter och inre gängstrippning. Eftersom
huvuddelen av kraften överförs i axiell riktning genom den tvära bärande flanken
minimeras sprickbildning orsakad av radiella krafter samtidigt som
friktionslåsningen maximeras.
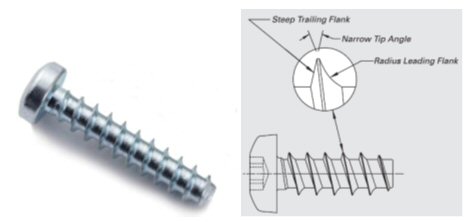
Figur
1. Specialskruv för gängning i termoplast, Remform [6].
För hårda och spröda härdplaster har skruvar med speciell utformning tagits
fram. En modifierad gänga med skärande skåror används för att minska risken för
sprickbildning vid montering och skärning av hongängan.

Figur
2. Skruv för härdplast med skåror i gängan, EJOT Delta PT DS,
[5].
Om självgängande skruvar demonteras och återmonteras är det viktigt att de
monteras i den befintliga gängan och inte tillåts forma en ny gänga.
3 Gänginsatser för plast
Gänginsatser för plast används för att förstärka hållfastheten i både drag-
och vridled. Med gänginsatser tål förbanden också upprepad montering och
demontering. De är ofta av mässing och kan vara ytbehandlade, typiskt med nickel
eller zink. Andra material är ytbehandlat stål och rostfritt stål. Kraven på
viktminskning har medfört att det nu också har tagits fram insatser i
aluminium.
Insatserna kan gjutas in vid tillverkningen, t ex formsprutningen. Det är
mycket vanligt att de monteras efter att plastkomponenten är tillverkad,
speciellt för termoplaster. Eftermontering underlättar formsprutningen markant
både genom att hantering av lösa metallkomponenter i verktygen inte behövs och
genom att sprickbildning pga termiskt krymp runt insatserna inte uppstår.
Insatserna kan vara av olika typ och monteras och förankras med olika
metoder:
- Kallpressning
- Varmpressning med värmda insatser
- Inpressning med ultraljud
- Självgängande
- Expanderande

Figur 3. Gänginsatser av olika typ för användning i
plastkomponenter [3].
Kallpressning kräver att plasten är duktil nog. Plasten flyter och formas
efter de räfflor, grepp eller hullingar som insatsen har. Insatserna monteras
lämpligen direkt efter formningen när plasten fortfarande är varm och duktil och
krymper.
Varmpressning med värmda insatser ger ett bättre resultat än kallpressning.
Plasten närmast insatsen mjuknar och flyter in i insatsens grepp.
Ultraljud genererar både värme och tryck och gör att plasten runt insatsen
mjuknar och flyter. Förloppet är mycket snabbt (< 1 sekund), vilket ger korta
cykeltider.
Självgängande insatser formar sin egen gänga. De används främst för
härdplaster och armerade plaster som inte är duktila nog för att pressas in.
Insatserna har, liksom självgängande skruv, ofta en skärande skåra och hålet
måste ha plats för de spån som bildas.
Expanderande insatser kan ha en viss fjäderverkan men låsningen baseras
främst på att insatsen pressas ut mot hålet när skruven monteras.
För
utförligare information om insatsgängor, se kapitlet Insatsgängor.
4 Skruv och mutter
Skruv, mutter och eventuellt brickor används ofta för montering av
plastkomponenter eller för plast mot metall, speciellt när förbandet ska tåla
upprepade isärtagningar. Försänkning av muttern kan användas för att låsa den
och ge en jämn yta. En stödhylsa i metall kan införas för att undvika för höga
klämkrafter i plasten. För material med olika termisk utvidgningskoefficient,
som plast och stål, kan man införa en elastisk gummihylsa eller en spalt mellan
hålet och skruvstammen för att ta upp och utjämna skillnaderna. Bricka används
normalt för att fördela lasten över en större yta.
5 Plastskruvar
Konventionella stålskruvar har betydligt högre styrka än plastmaterial. En
bättre anpassning till komponentens godsmaterial kan vara att använda skruvar av
plast (eller aluminium). Detta ger möjlighet till viktminskning och underlättar
återvinning. Korrosions- och ledningsproblem är eliminerade och eftersom den
termiska utvidgningen för skruv och gods är likartad kommer inte klämkraften att
påverkas något nämnvärt när temperaturen varierar. Fiberarmerade plastskruvar
kan användas självgängande i oförstärkt plast. Plastskruv kan vara tillverkade i
t ex glasfiberförstärkt PA 66 (nylon) eller härdplaster. Fästelementen kan
genomfärgas i önskad kulör. Man får räkna med att plastskruvar med tiden
relaxerar och tappar klämkraft.

Figur 4. Plastskruv monterad i PMMA, EJOT
Delta PT P [5].
6 Komponenter
Skruvar för plast monteras i hål som kan borras men som helst tillverkas med
kärnor i formverktyget. Kärnor kan dock orsaka sammanflytningslinjer och därmed
svagheter i konstruktionen. Formsprutade komponenters godstjocklek ger vanligen
inte plats för skruvar. Plastkomponenter som är avsedda att skruvas ihop
konstrueras därför ofta med skruvtorn. Tornen införs för att undvika gods med
tjocka väggar vilket kan ge porer eller deformationer pga sjunkningar. Tornen
stöds med ribbor eller triangulära stöd. Tornen används såväl för skruv och
mutter eller insats som för självgängande skruv. Väggtjockleken i tornen ska
klara sluttrycket efter montering. I tornets botten ska finnas utrymme för de
spån som bildas vid gängskärningen. Böjbelastningar, som kan ge deformationer,
måste undvikas. Därför måste motstående torn vara konstruerade så att det inte
blir en för stor glipa som kan orsaka böjningar i godset när halvorna dras
ihop.
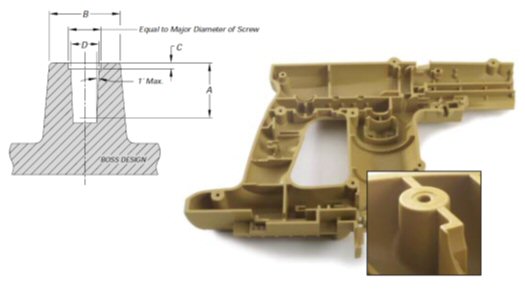
Figur 5. Plastkomponent med torn för
skruvmontering [4].
Riktvärden för dimensionering av skruvtornen är att diametern ska vara 2 till
3 gånger gängans ytterdiameter. Hålets äntringsöppning ska vara lika med
gängdiametern och djupet en gängdelning. Skruvhålet ska vara lika med
skruvstammens diameter. En något mindre diameter, som 80 % av skruvstammen, ger
högre spänningar i plasten men också högre utdragsmotstånd, speciellt för
gängformande skruv. Hålets djup ska vara något större än skruvlängden för att ge
plats för spånor för gängformande skruv och för att inte ge extra belastning på
gängorna. Ingreppslängden bör vara 2 till 2,5 gånger gängdiametern. För djupt
skruvhål kan ge deformation på motstående sida genom att materialflödet vid
formsprutningen begränsas medan för grunt skruvhål eller för tjock vägg i
skruvtornen kan ge deformationer på grund av krympning vid stelnandet.
Väggtjockleken vid skruvtornens bas ska inte vara över 70 % av tjockleken på
komponenten. För bästa finish bör den inte överstiga 50 %.
7 Monteringsmoment
Lämpligt monteringsmoment för självgängande skruv beror på gängingreppet och
tvärsnittsarean. När skruvskallen tar i börjar tryckspänningar byggas upp i
plastgängan. Vid ökande moment ökar spänningarna för att till slut nå plastens
sträckgräns varpå gängan strippas tills ingen förbindelse återstår. Förhållandet
mellan momentet vid gängstrippning och monteringsmomentet ska maximeras och bör
vara cirka 5 till 1 för momentstyrda verktyg. Vid noggrann montering med
handverktyg kan 2 till 1 vara acceptabelt. Smörjning ska undvikas då det
drastiskt ändrar detta förhållande.
8 Referenser
- Värt att veta om plast, www.brucon.se
- Liten lathund till sammanfogning av plast, Plastforum
- BaerFix, www.baerfix.com, Baer Company
- Apex Fasteners, www.apexfasteners.com
- Ejot, www.ejot.com
- Taptite, www.taptite.net
- Handbook of plastics joining, Plastics design library, ISBN
1-884207-17-0
Uppdaterad 2020-01-02
|
