
Aluminiumskruv - lång
Kort
version
1 Varför aluminiumskruv?
Idag ställs allt större krav på konstruktionslösningar och materialval som
kan leda till viktreducering i våra fordon och därmed även potential att
reducera bränsleförbrukningen. Ett steg i rätt riktning är att införa
lättviktsmaterial (exempelvis aluminium och magnesium) i kaross, drivlina,
chassi m.m.
Hopfästningen av de tyngre komponenterna sker oftast med skruv och trenden
går mot att använda aluminiumskruvar för att först och främst fästa aluminium-
eller magnesiumkomponenter ihop med varandra. Idag används aluminiumskruvar
mestadels i motor- och växellådskonstruktioner, till exempel för att fästa ihop
växellådshalvorna samt växellåda och kopplingshus.
Jämfört med stålskruvar har aluminiumskruvar följande positiva
egenskaper:
- Lägre vikt per skruv (lägre densitet).
- Bättre korrosionsegenskaper.
- Mindre klämkraftsförlust då skruvförbandet utsätts
för temperaturcykling
i höga temperaturer.
- Stabilare friktionsegenskaper.
- Kortare gängingreppslängd.
- Mindre inverkan av yttre axiella laster.
- Bättre återvinningsmöjligheter.
2 Materialval
Materialvalet för aluminiumskruvar har genom åren utvecklats och i
fordonsapplikationer används idag oftast en höghållfast AlSi1MgCuMn-legering.
Materialet är standardiserat, enligt EN 573-3 och ISO 8839, och har beteckningen
EN AW-6056 men kallas även för Al9. Några av fördelarna med detta material:
- Höghållfast.
- Hög korrosionsbeständighet.
- Ingen korrosionskänslighet pga spänningssprickor.
- Stabilt upp till 150 ºC.
- Tillgängligt i tråd.
- God processbarhet vid kallformning.
- Goda krypegenskaper i rumstemperatur.
- Goda krypegenskaper i höga temperaturer upp till 150ºC.
I tabell 1 presenteras några olika aluminiumbaserade legeringar som används
eller har använts under årens lopp vid tillverkning av aluminiumskruvar. De
flesta, med undantag för EN AW-6056, anses antingen ha relativt dålig
korrosionsbeständighet eller för låg hållfasthet.
Tabell 1. Material- och kemiska beteckningar för
legeringar i aluminiumskruvar.
Material
beteckning |
EN AW-5056 |
EN AW-2017 |
EN AW-7075 |
EN AW-7050 |
EN AW-6056 |
Kemisk
beteckning |
AlMg5 |
AlCu4MgSi |
AlZn5,5MgCu |
AlZn6CuMgZr |
AlSi1MgCuMn |
Tabell 2. Kemisk sammansättning för EN AW-6056 (referens
EN 573-3) [%].
| Si |
Fe |
Cu |
Mn |
Mg |
Cr |
Zn |
Ti + Zr |
| 0,70-1,3 |
max 0,50 |
0,50-1,1 |
0,40-1,0 |
0,60-1,2 |
max 0,25 |
0,10-0,7 |
0,20 max |
3 Tillverkningsprocess
Aluminiumskruvar dras från tråd och kallformas till rätt geometri, varefter
ämnena värmebehandlas (med vissa undantag, exempelvis är EN AW-5056 inte
härdbar). Aluminiumlegeringens speciella egenskaper fås genom
diffusionskontrollerad urskiljningshärdning av hållfasthetshöjande faser i
mikrostrukturen. Med god kontroll på tråd, deformationsgrad samt värmebehandling
får man en finkornig mikrostruktur. En finkornig mikrostruktur ger bland annat
en förbättrad draghållfasthet, sträckgräns och utmattningshållfasthet.
Till skillnad från stålskruvar brukar aluminiumskruvar vanligtvis gängas
efter värmebehandling. Fördelen är att man inför tryckspänningar i gängorna,
vilket bland annat leder till förbättrade dynamiska hållfasthetsegenskaper. Allt
som kan förbättra de dynamiska hållfasthetsegenskaperna är bra eftersom dagens
aluminiumskruvlegeringar ligger en faktor 3 – 4 lägre än motsvarande stålskruv i
hållfasthetsklass 8.8 och 10.9.
Vanligtvis brukar man inte ytbehandla aluminiumskruvar. En vaxbehandling av
färdig skruv ger de friktionsegenskaper som är förbestämda enligt slutkundens
önskemål, se kap 5 Smörjning och ytbehandling.
En slutlig fas i tillverkningsprocessen är slut- eller efterkontroll av
färdig produkt. Man tittar speciellt på gängor och skruvhuvud där man mäter och
kontrollerar geometriska mått samt undersöker om det finns några sprickor.
4 Geometriska aspekter
Den primära rekommendationen för aluminiumskruvar är att använda hexalobulär
greppgeometri, vanligtvis kallad för Torxgrepp. Den här typen av grepp ger en
fördelaktigare kraftöverföring mellan monteringsverktyget och skruven eftersom
det uppstår areabaserade kontaktzoner i ingreppet mellan verktyget och
skruvhuvudet. Med Torxgrepp kan högre åtdragningsmoment överföras. I fallet med
sexkantsgrepp uppstår linjekontakt vilket kan ge högre deformationer och
slitage.
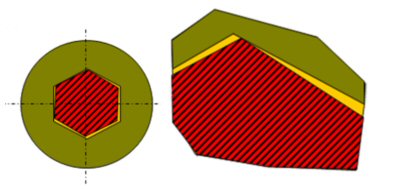
Figur 1. Sexkantsgrepp med linjekontakt mellan
skruvhuvud och monteringsverktyg.
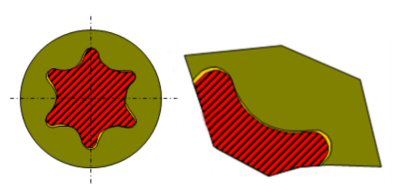
Figur 2. Torxgrepp med areabaserad kontakt mellan
skruvhuvud och monteringsverktyg.
Areabaserade kontaktzoner ger lägsta möjliga kontakttryck på flankerna,
vilket är att eftersträva för aluminiumskruvar med förhållandevis låg
brotthållfasthet jämfört med stålskruvar i hållfasthetsklasserna 8.8 och 10.9.
Eftersom aluminium är mer känsligt för spänningskoncentrationer än stål bör
man använda hexalobulär (invändig eller utvändig) greppgeometri på
aluminiumskruvar. Både fästelementleverantörer och användare av aluminiumskruvar
rekommenderar hexalobulär greppgeometri på den här typen av skruvar.
Att använda hexalobulärt grepp på aluminiumskruvar och sexkantsgrepp på
stålskruvar kan vara ett smart sätt att minska förväxlingsrisken i en stor
monteringsfabrik med många olika sorters fästelement. Ett annat sätt som brukar
användas för att minska förväxlingsrisken i monteringsfabriker där man
vanligtvis har både stål- och aluminiumskruvar med hexalobulär greppgeometri är
färgmarkering på toppen av aluminiumskruvhuvudet.
5 Smörjning och ytbehandling
I de flesta fall är fästelementen torrvaxade med friktionsegenskaper enligt
kundens önskemål. Det kommer dock allt hårdare krav på friktionsegenskaperna, bl
a ska friktionsegenskaperna bibehållas vid upprepad dragning. Detta medför att
man utvecklar nya ytbehandlingar som möter dessa krav.
6 Hållfasthet
6.1 Statiska hållfasthetsegenskaper i
rumstemperatur
Tabell 3. Hållfasthetsvärden för Al9.
|
Material |
Hårdhet
[HB
2.5/62.5] |
Sträckgräns i drag
min Rp0.2 [MPa] 1) |
Brottgräns i drag
min Rm [MPa] |
Brottförlängning
min A [%] 1) |
|
Al9 |
115 - 140 |
350 |
400 - 450 |
8 |
1)
Uppmätt på skruv med en klämlängd av 2 x d.
Tabell 4. Hållfasthetsvärden för stålskruv i
hållfasthetklass 8.8 respektive 10.9.
(enligt ISO 898-1).
|
Material |
Hårdhet
[HB, F =
30D] |
Sträckgräns i drag
min [MPa]
|
Brottgräns i drag
min Rm [MPa] |
Brottförlängning
min A [%]
1) |
|
4.8 |
124 - 238 |
ReL
2) = 320 2) |
400 |
14 |
|
8.8 |
238 - 304 |
Rp0.2 = 640
3) |
800 |
12 |
|
10.9 |
304 - 361 |
Rp0.2 = 940
3) |
1040 |
9 |
1) Uppmätt på skruv med en klämlängd av 2 x d.
2) Undre flytgräns
eller sträckgräns.
3) Proportionalitetsgränsen med 0.2 % kvarstående
förlängning.
6.2 Statiska hållfasthetsegenskaper i förhöjda
temperaturer
Ett generellt krav är att hållfasthetsegenskaperna (läs
dragbrotthållfastheten) inte får sjunka med mer än 10 % vid temperaturcyklingar
från rumstemperatur och upp till 150
ºC.
Rm,150 ºC = 360 MPa
(minimum)
För att undvika självlossningsproblem bör man inte ha vaxemulsioner som vid
höga temperaturer ger en friktionskoefficient som understiger 0.06.
6.3 Dynamiska hållfasthetsegenskaper
De dynamiska egenskaperna beror bland annat på skruvens och de klämda
delarnas geometrier, materialegenskaperna samt storleken på påkänningen och
spänningsamplituden.
Exempel:
Om man studerar ett cylindriskt format M10-förband med klämda
delar av aluminium med klämlängden 50 mm och ytterdiametern 38 mm, och belastar
förbandet med en yttre axiell last av FA = 10 kN, se Figur 3.
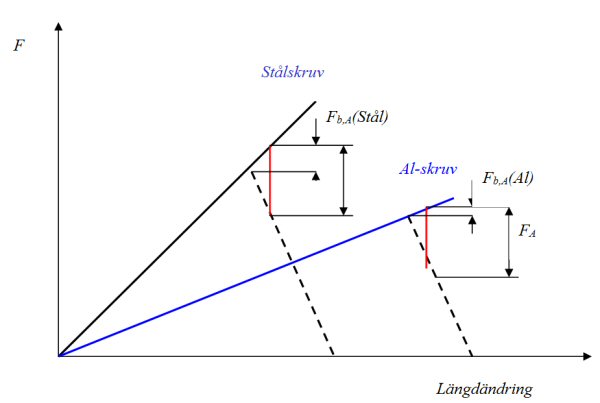
Figur 3. Kraft-Förlängingsdiagram
med stål- och aluminiumskruv.
Om man konstruerar förbandet med en M10 stålskruv kommer tillskottskraften
p.g.a. den yttre belastningen av 10 kN att vara 1.3 kN. Ifall man istället
konstruerar med en M10 aluminiumskruv sjunker tillskottskraften till 0.6 kN
p.g.a. skillnaden i fjäderkonstant (E-modul).
Den beräknade amplitudspänningen fås genom sambandet:
σa = ± Fb,A/2As
där Fb,A är skruvens
tillskottskraft p.g.a. yttre last och As är skruvens nominella spänningsarea.
Stålskruvsförbandet i ovanstående exempel skulle utsättas för σa = ± 12 MPa och aluminiumskruven skulle
uppnå ett motsvarande värde av σa = ± 5
MPa.
Maximum tillåten spänningsamplitud för stålskruvar i hållfasthetsklasserna
8.8 och 10.9 brukar vanligtvis ligga inom intervallet 50 – 60 MPa. Aluminium har
betydligt sämre utmattningsegenskaper än höghållfast stål. Aluminiumskruvar
tillverkade i Al9-material har en maximum tillåten spänningsamplitud av ± 15
MPa.
Aluminiumskruvarnas dåliga utmattningsegenskaper brukar kompenseras något av
att den uppkomna tillskottskraften är lägre än för stålskruvar p.g.a. aluminiums
förhållandevis låga E-modul (70 GPa).
7 Åtdragning
De relativt låga hållfasthetsegenskaperna hos aluminiumskruvar leder till att
många användare sträckgränsdrar skruvarna för att kunna få ut bästa möjliga
förspänning.
Exempel:
Momentmontering av M10-förband med skruvar i
hållfasthetsklasserna 8.8, 10.9 samt Al9 med en friktionskoefficient av µ = 0.10
– 0.16 samt maskinspridning av maximalt ± 15 %.
| Skruvmaterial |
Al9 |
8.8 |
10.9 |
| Minimum förspänning |
8,8 kN |
16,5 kN |
21,3 kN |
Tabell 5. Minimum förspänning vid momentmontering
(elastisk dragning).
Med sträckgränsdragning av Al9 kommer man upp i
en förspänningsnivå på runt 18.1 kN som minimum, dvs mer än en fördubbling av
förspänningsnivån vid momentdragning.
8 Ingreppslängd
Med konstruktionskriteriet att skruven ska vara den svagaste länken i ett
skruvförband ställs det krav på att ingreppslängden ska vara tillräckligt lång
för att uppfylla detta krav.
Tabell 6. Minimum rekommenderade ingreppslängder för
Al9-skruvar dragna i två olika gjutgodsmaterial.
|
Pressgjuten
aluminiumlegering |
Pressgjuten
magnesiumlegering |
|
AlSi9Cu3 |
AZ91 |
|
Rm = 240 - 275
MPa |
Rm = 200
MPa |
|
Ingreppslängd = 1,2 x d |
Ingreppslängd = 1,3 x
d |
I tabell 6 presenteras minimum rekommenderade ingreppslängder för
aluminiumskruv dragen i två olika lättmetallegeringar. De rekommenderade
ingreppslängderna är inklusive avfasningar och ofullständiga gängor.
9 Korrosion
Galvanisk korrosion kommer att uppstå om man använder stålskruvar för
hopmontering av klämda artiklar av magnesium. Anledningen är den stora
skillnaden i elektrokemiska potentialen (E0). Isolering med
brickor (t ex aluminium) eller en speciell typ av korrosionsskydd är ett måste i
sådana konstruktionsfall. Men att använda aluminiumskruvar (utan något extra
korrosionsskydd) istället för stålskruvar kommer att förbättra situationen och
resultera i stabilare korrosionsegenskaper. Det kommer i vissa fall att leda
till ett billigare alternativ samt potential att få en lättare
konstruktionslösning.
Uppdaterad 2020-01-02
|
