
Ultraljud i produktionen - lång
Kort
version
1. Allmänt om ultraljudsteknik
Ultraljudstekniken kan lättast beskrivas som en slags ekolodteknik. Man
använder sig av högfrekventa ljudvågor, vilka utbreder sig i detaljen, och
studerar sedan de ekon som uppstår. Ultraljudet utbreder sig som vågor i det
undersökta materialet. Vågorna kan vara både longitudinella och transversella.
Tekniken tillämpas för många olika applikationer, såsom sprickdetektering,
materialkaraktärisering, härddjupsmätning samt mätning av klämkraft hos skruvar.
I texten om skruvmätning behandlas enbart longitudinella vågor.
Vid mätning på skruvar placeras en sond/givare på skruvskallen där den
exciterar en ultraljudspuls (typisk frekvens 5-10MHz). Pulsen kommer att gå
igenom skruven och reflekteras tillbaka från dess ändyta och detekteras när den
når givaren igen. Man mäter den tid det tar för pulsen att löpa fram och
tillbaka genom skruven. Denna tid benämns Time of Flight (ToF), se fig. 1.
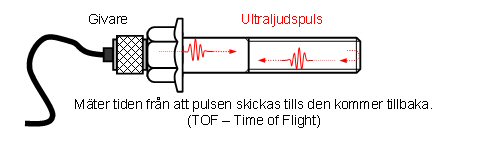
Figur 1. Princip for ultraljudsmätning av skruvens
längd.
Klämkraftsmätning låter sig göras då skruven vid montering sträcks ut som en
fjäder. Skruvförlängningen kan då mätas som skillnaden det tar för
pulsen att åka genom den omonterade respektive monterade skruven. För att sedan
översätta förändringen i ToF till klämkraft behöver man även känna till ett
antal egenskaper hos skruven och förbandet, t ex klämlängd, materialets
akustiska egenskaper, skruvens dimensioner och elasticitet. Med kännedom om
dessa kan ändringen i ToF översättas till klämkraft. Motsvarande kalibrering kan
göras genom mätning på skruven i en dragprovrigg.
För att framgångsrikt genomföra en klämkraftmätning krävs ytterligare några
förutsättningar:
- Det måste finnas ett akustiskt kopplingsmedium mellan givare och
skruv:
För laboratoriebruk används ofta glycerin
(vätska).
I löpande produktionstillämpning är detta opraktiskt och ett
membran av plast eller gummi med lämpliga egenskaper används.
- Skruvens ändytor måste vara plana och parallella.
För
laboratoriebruk görs detta normalt genom slipning av vanliga skruvar.
För
produktionstillämpning fabrikstillverkas skruvarna med planparallella
ytor.
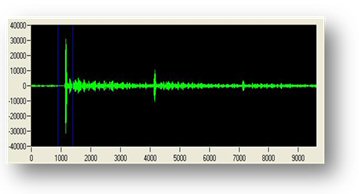
Figur 2. Exempel på
ultraljudssignal vid bestämning av skruvens längd. På bilden ses inte bara det
första ekot (topp runt 1200 på x-axeln) utan även flera toppar från upprepade
ekon (4200, 7200).
2. Tillämpning av ultraljud
För tillämpning av ultraljudstekniken på skruvförband bestäms ToF innan
åtdragning och denna tid definieras som klämkraften 0 kN. Efter åtdragning
(montering) kommer ToF att öka vilket dels beror på att skruven blir längre,
typiskt ca 0.3 mm per 100 mm klämlängd, dels på grund av att pulsen går
långsammare, dvs. ljudhastigheten sjunker när axialspänningen ökar. Effekten av
den förändrade ljudhastigheten är påtaglig, ca dubbelt så stor som den
geometriska effekten av skruvförändringen och bestäms av materialet i skruven.
Detta gäller bara för longitudinella vågor. Utbredningshastigheten för
transversella vågot påverkas inte av spänningstillståndet.
Skillnaden i ToF före och efter åtdragning är således proportionell mot
skruvförlängningen och därigenom även mot klämkraften i skruven upp till
sträckgränsen. Över sträckgränsen är inte skruvförlängningen proportionell mot
klämkraften längre och då gäller inte den kalibrering som beräknats/mätts för
det elastiska området.
Vissa utrustningar har en funktion där klämkraften kan anges direkt, men som
tidigare nämnts kräver detta att förbandsgeometrier och materialegenskaper är
kända och inmatade (Se även Montering - Metoder att mäta
förspänning).
3. Ultraljud i produktionsmiljö
Ultraljudstekniken används idag på speciellt utvalda förband. Dessa är
vanligtvis också kritiska förband såsom ramlager, vevstakslager,
motorupphängningar och liknande. Tekniken är idag inte så vanligt förekommande
inom fordonsindustrin, då den ej nått den mognad och acceptans som krävs. Det
finns också mer traditionella alternativa metoder som kan ge många av de
fördelar ultraljudstekniken erbjuder. Ultraljudstekniken kan dock ge fördelar
som andra tekniker inte kan erbjuda, t ex faktisk klämkraftmätning, som kan
användas både för styrning under montering och som kontroll i efterhand.
Bland annat den snabba utvecklingen av beräkningskraft hos datorer har öppnat
nya möjligheter att utnyttja metoden bättre.
Inom bilindustrin används ultraljud huvudsakligen som en kontrollmetod där
utrustningen utnyttjas manuellt. Mätningen sker före och efter åtdragningen för
att säkerställa rätt sträckning av skruven och därmed en hållbar klämkraft
i förbandet.

Figur 3. Exempel på
klämkraftsmätning med ultraljud. ToF mäts före och efter åtdragning.
Skillnaden anger via kalibrering klämkraften i förbandet.
Det mest effektiva sättet att använda ultraljud i produktionen är att mäta
under montering. Det förutsätter en utrustning som har inbyggda givare i
hylsan/hylsorna som ligger an mot skruvskallen under åtdragningen.
Utrustningen mäter ToF direkt vid kontakt mellan givaren i hylsan och
skruvskallen strax innan åtdragningen startar. Därigenom får man en nollkraft.
Därefter drar man åt till en förprogrammerad skillnad i ToF vilken då motsvarar
en känd klämkraft i förbandet. Utrustningen är nu inte längre bara ett
kontrolldon utan en metod för att styra åtdragningen i skruvförbandet till en
förbestämd klämkraft. Detta innebär i sin tur att åtdragningsmomentet blir
mindre intressant.
Man kan (och bör) dock övervaka momentet och åtdragningsvinkeln som en allmän
processkontroll men i princip är det oväsentligt då man styr direkt mot
klämkraft. Exempelvis krävs att mutterdragaren har momentkapacitet nog att dra
skruven till avsedd klämkraft. Om friktionsförhållandena i förbandet har ökat
kraftigt kanske detta inte är fallet. Detta avslöjas då av en för liten
åtdragningsvinkel.
För en operatör i en monteringslina upplevs denna utrustning precis som
vilken annan utrustning eftersom operatören får godkänt vid grön lampa och röd
lampa vid icke godkänt. Därmed behöver operatören inte göra några speciella
åtgärder p.g.a ultraljudsmetoden.
Den största fördelen med ultraljudstyrd montering är att klämkraften kan
styras mycket noggrant (åtdragningsfaktor Fmax/Fmin = 1,05 - 1,2 enligt VDI
2230) och dessutom utan att skruven behöver plasticeras. Därmed ökas
utnyttjandegraden av skruven avsevärt. Detta kan leda till en reducering av
antalet och/eller dimension på skruvarna, vilket i sin tur leder till en
viktminskning.
Eftersom man i processen mäter längden på skruven innan åtdragning har man
också kontroll på att rätt skruv blir monterad. Med moment/vinkelövervakning kan
även säkerställas att skruven har rätt kvalitet och att monteringsförhållandena
i övrigt är som förväntade.
4. Praktisk tillämpning av ultraljud i produktionen
För användning av dagens konventionella ultraljud i produktion krävs att man
beaktar följande saker:
- Ett bra kopplingsmedium krävs mellan givare och skruvskalle för att få en
bra signalöverföring.
- Det är viktigt att sonden/givaren är i rak linje med skruvens längdaxel för
att få ett tydligt och väldefinierat eko.
- Höga krav ställs på att skruvarna har planparallella ändytor för att
signalen ej ska störas (Går ej att använda dagens standardskruvar).
- Rätt/konstant tryck mellan sonden/givaren och skruvskalle behövs vid mätning
för att bibehålla en korrekt signal.
- En alternativ monteringsanvisning behövs om förbandet kommer att lossas och
återmonteras där man inte har tillgång till ultraljudsutrustning.
Uppdaterad 2020-01-02
|
