
Ytbehandling och korrosionsskydd - lång
Kort
version
1 Korrosion
Mycket stora värden förloras på grund av korrosion. Ett rostangrepp påverkar
först utseendet men om angreppet fortsätter kommer produktens hållfasthet och
prestanda att försvagas för att sluta i haveri. En stålskruv utan skyddande
ytbehandling rostar om den relativa luftfuktigheten överstiger 60 %. Det beror
på att det då bildas en tunn fuktfilm på ytan och denna verkar som
elektrolyt. Stålskruvar måste därför ytbehandlas.
Att välja rätt material och ytbehandling har stor betydelse för hållfastheten
och säkerheten i korrosiv miljö. Ytbehandlingen gör också att en dekorativ yta
med lämplig färg, t ex svart, gul eller blank, kan skapas.
Stål och järn rostar, koppar ärgar och andra metaller oxiderar och bryts ner
på liknande sätt, med undantag av de ädlaste metallerna som guld. För att rost
ska bildas krävs syre och fukt. Då kan materialet reagera med omgivningen och
bilda korrosionsprodukter. Rost är poröst och håller kvar fukt vilket gör att
angreppet fortsätter så länge det finns material kvar. Salter och andra
föroreningar på detaljens yta påskyndar korrosionsangreppet. På vissa material,
som aluminium och rostfritt stål, kan de bildade oxidationsprodukterna skapa en
barriär och hindra fortsatt angrepp. Materialet har då passiverats.

Figur 1. Skruvförband utsatt för kraftigt
korrosionsangrepp.
Korrosionsangrepp i normala miljöer är huvudsakligen av elektrokemisk
typ. Korrosionsangreppen sker i galvaniska celler som kan liknas vid funktionen
hos ett ficklampsbatteri. Batteriet har en kolstav i mitten och ett hölje av
zinkplåt. Kolstaven är katod och zinkhöljet anod. Däremellan finns en ledande
pasta som verkar som elektrolyt. När kontakten slås på börjar zink i höljet
korrodera och ström går från katoden genom glödlampan, som tänds, till anoden.
Katoden skyddas och anoden offrar sig. Till slut börjar zinkhöljet läcka och
batteriet är förbrukat. Katoden är ädel (- pol) och anoden oädel (+ pol).
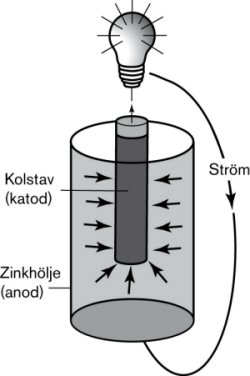
Figur 2. Galvanisk cell (batteri) som illustration till
korrosionsangrepp.
Av två hopfogade metaller blir det den som har lägst elektrodpotential som
korroderar och löses upp. Därför bör inte material med stor skillnad i
elektrodpotential fogas när det är risk för korrosion. I torr luft spelar det
inte så stor roll men i fuktig miljö bör det helst vara samma material i en
konstruktion. Om den ädlare metallytan (katoden) är stor och anodytan liten blir
korrosionsströmmen koncentrerad och det kan bli ett kraftigt korrosionsangrepp.
Detta kan illustreras med en stålskruv i en stor kopparplåt. Omvänt gäller för
en kopparskruv i en stor stålplåt. Kopparskruven lever länge och den galvaniska
strömmen i stålplåten blir så utspridd att korrosionsangreppet blir lågt.
Effekten blir motsvarande för en legerad (ädlare) skruv i en oädlare
stålplåt eller magnesium.

Figur 3. Stålskruv i ädel kopparplåt respektive oädel
magnesiumplåt.
| Alltmer ädel metall |
Guld |
|
Silver |
|
Monel |
|
Rostfritt stål, passivt |
|
Koppar |
|
Nickel |
|
Tenn |
|
Rostfritt stål, aktivt |
|
Bly |
|
Stål |
|
Aluminium |
|
Förzinkat stål |
|
Zink |
| Alltmer oädel metall |
Magnesium |
Figur 4. Den galvaniska spänningsserien för metaller i
havsvatten vid 20 °C.
I andra miljöer än saltvatten kan potentialen och därmed den inbördes
ordningen i den galvaniska spänningsserien förändras. Välj alltid skruv med så
liten potentialskillnad som möjligt till omgivande material. Skruven ska alltid
vara av ädlare material än det som sammanfogas. Helst ska det vara samma
material i både skruv och det som ska fogas. När det är stor risk för galvanisk
korrosion i konstruktioner med olika ädla material kan materialen isoleras
elektriskt genom olika mellanlägg, lackskikt, hylsor och brickor. Hylsor och
skruvsäkringar av nylon separerar metallerna, låser gängorna genom
friktion, omsluter mutter och fyller ut ojämnheter. Därmed tätas
förbandet mot läckage och korrosion förhindras.
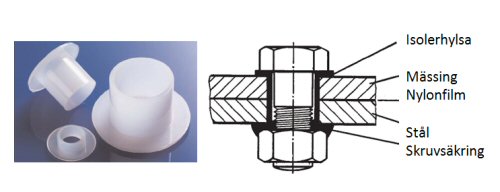
Figur 5. Isolering för att förhindra galvanisk
korrosion.
Galvaniska celler, ofta mycket små, kan också uppstå på enskilda metallytor.
Det kan bero på att materialets korn har något olika sammansättning eller att
det finns föroreningar som glödskal och slaggrester på ytan. Kornen och
partiklarna är, liksom olika metaller, olika ädla. När fukt lägger sig på ytan
bildas otaliga mikroskopiska galvaniska celler där de oädlare områdena
korroderar. Så småningom täcks hela ytan av rost som också sprider sig nedåt i
stålet. Rostangreppet fortsätter så länge det finns tillgång till fukt och syre.
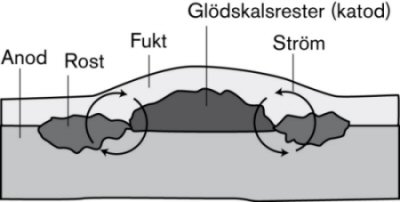
Figur 6. Rostangrepp vid glödskalsrest.
2 Ytbehandling
Vid all ytbehandling av gängade fästelement är det viktigt att inte
toleranserna överskrids. Vid tjockare beläggningar och mindre dimensioner kan
skruven behöva framställas med undermått för att efter ytbehandling få rätt
mått. Observera då att hållfastheten reduceras om undermåttet ligger under
gällande krav i ISO 965-1 - 5.
När det inte räcker med ytbehandling för att
skydda stålet mot korrosion kan hela skruven tillverkas i rostfritt eller
syrafast stål. Elektrolytiska beläggningar och flakesbeläggningar är ca 10 μm medan varmförzinkade skikt är
betydligt tjockare, ofta ca 60 μm.
| Miljö |
Elzink, livslängd år |
Varmzink, livslängd år |
| Inomhus |
50 |
100? |
| Landsbygd |
8 |
40 |
| Mindre städer |
5 |
28 |
| Storstäder |
2 |
11 |
| Västkusten |
5 |
28 |
| Industri, lätt |
4 |
20 |
| Industri, medel |
2 |
11 |
| Industri, svår |
1 |
5 |
Figur 7. Livslängd för blankförzinkat (10 μm) respektive varmförzinkat
(60 μm) stål.
Zink (Förzinkning)
Den vanligaste korrosionsskyddande ytbehandlingen är förzinkning, antingen
med ren zink eller med zinklegeringar som zinkjärn och zinknickel (zinkkobolt).
Zinklegeringar ger ökat korrosionsskydd och förbättrar också andra egenskaper
som värmetålighet, se nedan. Zinkbeläggningar har hög slitstyrka och högt
motstånd mot mekanisk påverkan. Zink är en oädel metall och offrar sig till
förmån för stålet. Det skyddar stålet även om skiktet är skadat. Zink korroderar
under normala förhållanden ca tio gånger långsammare än stål.
Vid elektrolytisk förzinkning som utförs genom elektrolys i vattenbad,
beläggs 8 – 20 μm zink, beroende på önskat
korrosionsskydd. Skyddsverkan är direkt kopplat till tjockleken. Förzinkningen
ger också ett dekorativt utseende. För blankförzinkning kan ytan jämföras med en
förkromad eller förnicklad yta. Elzink är en relativt enkel och billig
ytbehandling. Zinkskiktet är blankt men med satinzink kan också en matt
aluminiumliknande yta fås.
Elförzinkning utförs på skruv upp till hållfasthetsklass 10.9. För högre
hållfasthetsklasser är risken för väteförsprödning av materialet stor och
ytbehandling utförs inte med elektrolytiska metoder. För hållfasthet över 8.8
används ett speciellt förfarande med avspänningsbehandling före ytbehandling och
väteutdrivning efter ytbehandlingen.
För att ytterligare förbättra korrosionsskyddet och fördröja angreppen på
zinken så det inte bildas vita fläckar (vitblemma) i fuktig atmosfär behandlas
de förzinkade komponenterna med en kromatering eller passivering.
Kromatering ersätts med passivering på grund av hälso- och miljöaspekter
enligt ELV-direktivet (End-of Life Vehicle) 2000/53/EC. Enligt detta
EU-direktiv, som trädde i kraft 1 juli 2007, får fordon under 3,5
ton som marknadsförs inom EU inte ha komponenter som innehåller sexvärt
krom, vilket är fallet för förzinkade komponenter som har kromaterats. Även för
tyngre fordon fasas kromatering ut.
Med passivering och en efterföljande behandling med en sealer eller top-coat
kan färg och friktionsegenskaper styras.

Figur 8. Zinkskikt med gulkromatering, gulpassivering
och blåpassivering.
Zink-Järn
Zink-järnskikt ger ett betydligt ökat korrosionsskydd (ca 3 gånger bättre i
saltspray) och också en förbättrad värmetålighet. Järn tillförs badet i form av
en kemikalie och halten är 0,3 – 0,9 %. Beläggningen motsvarar bättre
fordonsindustrins krav och kan även användas för värmeutsatta komponenter i t ex
motorrum. Processen är mer komplicerad än ren zinkbeläggning och därmed också
dyrare. Zink-järn behandlas med svart- eller gulpassivering.
Zink-Nickel
Zink-nickel ger ytterligare förbättring av korrosionsskyddet, upp till dubbla
tiden i saltspray jämfört med zink-järn. Skikten är mycket värmebeständiga och
tål upp till 300 °C. Processen ger mycket liten risk
för väteförsprödning. Nickelandelen är 12 - 15 % och då bildas en stabil
legering i skiktet som blir hårdare och okänsligt för skador. Detta innebär
också att nickel inte lakar ut och ger risk för kontaktallergi, vilket kunde
hända med de tidigare zinknickelbeläggningarna. Processen är betydligt mer
komplex och därmed dyrare än zink-järn. Skiktet motverkar galvanisk korrosion i
kontakt med rostfritt och aluminium. Det kan också efterbehandlas med
transparent (grå/blå) eller svart passivering men används ofta utan
passivering.
| Ytbehandling |
Passivering |
Tid till VR/RR |
Prisfaktor |
| Zink |
Blå |
12/144 |
1,0 |
| Zink |
Gul |
96/200 |
1,4 - 1,7 |
| Zink |
Gul + sealer |
144/330 |
1,8 - 2,2 |
| Zink |
Transparent |
120/240 |
1,4 - 1,7 |
| Zink |
Transparent + sealer |
240/480 |
2,0 - 2,5 |
| Zink |
Gulkromat |
72/216 |
1,0 |
| Zinkjärn |
Svart + sealer |
240/480 |
2,2 - 3,0 |
| Zinkjärn |
Svartkromat |
240/480 |
1,8 |
| Zinknickel |
Blank |
480/720 |
|
|
|
|
|
Figur 9. Jämförelse av fordonsindustrins minimikrav
av tid till vitrost (VR) och rödrost (RR) i neutral saltspray vid
12 μm skikttjocklek för olika
zinkbeläggningar samt prisuppskattning. Ref. Vårgårda, Proton, SS-EN ISO
9227.
Varmförzinkning
Om tjockare skikt och kraftigare korrosionsskydd krävs kan varmförzinkning
användas. Det används oftast i utomhusmiljöer och ger ett långvarigt
korrosionsskydd till ett relativt lågt pris. Vid varmförzinkning doppas
komponenterna i en zinksmälta vid ca 540 °C som ger en beläggning. Hålltiden
är beroende av detaljernas storlek och ligger mellan 1 och 3 minuter.
Fästelement varmförzinkas oftast i trumma och genom att centrifugera bort
överflödigt zink fås ett jämnt skikt som ofta är ca 60 μm tjockt.
Närmast stålet bildas en järnzinklegering som övergår i rent zink i skiktets
yttre del. Tjockleken hos den rena zinken beror på stållegering och om stålet är
tätat eller otätat. Stål som saknar kisel eller är aluminiumtätade får större
del ren zink i skiktet. Om detaljerna kyls efter doppningen motverkas bildningen
av järnzink.
Varmförzinkad skruv i hållfasthetsklass 8.8 finns som lagervara och 10.9 kan
beställas. Högre hållfastheter bör inte varmförzinkas på grund av
anlöpningseffekter och risk för zinksprödhet, vilket innebär minskad hållfasthet
och att stålet förlorar sin seghet. Zinksprödhet innebär att zink tränger
in i korngränser i basmetallen vilket ger upphov till
mikrosprickor. Detta kan i likhet med väteförsprödning försvaga stålet
katastrofalt. Skruvar med invändiga nyckelgrepp, som sexkantshål och
krysspår, bör inte varmförzinkas. Sätthärdade skruvar bör inte heller
varmförzinkas på grund av att de får minskad ythårdhet. Förr gick gränsen för
vilka dimensioner som kan varmförzinkas utan att toleranserna
förstörs vid M10 men i moderna anläggningar kan så klena gängor som M6
varmförzinkas. Skikten är då tunnare, ca 40 μm.
Flakesbeläggning
Flakesbeläggning utförs genom doppning eller sprutning med en dispersion av
zink- och aluminiumflagor i ett bindemedel. Denna tränger in i de minsta
sprickor och utrymmen. Efter centrifugering av överskottet värmebehandlas
beläggningen vid 200 – 250 eller 300 °C (för olika system) och en tät
oorganisk beläggning erhålls. Tjockleken är ofta 8 – 10 μm. Färgen är svart eller silver men
kan varieras genom topcoat. Det finns beläggningar med partiklar av teflon
(PTFE) inblandade i skiktet vilket ger låg friktion med liten spridning.
Flakesbeläggning kan användas även på härdade och höghållfasta skruvar över
10.9 då risken för väteförsprödning är minimal. Flakes ger en effektiv
korrosionsbarriär med ett högt katodiskt korrosionsskydd, hög temperaturtålighet
(upp till 300 °C), hög kemisk resistens och styrda
friktionsvärden genom användning av topcoat.

Figur 10. Flakesbeläggning i silver och svart.
Fosfatering
Fosfatering är en kemisk ytbehandling som används som korrosionsskydd och
underlag för lackering och limning på många olika metaller. Fosfatskikt används
också som inslitningsskikt och smörjmedelssbärare. Detaljerna doppas i ett
fosfateringsbad och beroende på dess sammansättning bildas kristaller av zink-,
mangan- eller järnfosfat på detaljernas yta. Korrosionsskyddet för en fosfaterad
och anoljad produkt är begränsat och i allmänhet bildas rödrost inom ett år i
utomhusmiljö.
Zinkfosfatering (zink/mangan) är den vanligaste processen. Skikten kan
variera från 1 – 30 μm och ytan blir jämn och grå. Efter
lackering är korrosionsskyddet bra. Järnfosfatering ger hårda och tunna skikt,
0,2 – 0,5 μm. Färgen kan skifta från gult till
gråblått. De ger bra vidhäftning för lackskikt men sämre skydd mot underrostning
än zinkfosfatskikten. Järnfosfatering används därför främst för produkter som
används inomhus i skyddad atmosfär. Manganfosfatering ger ett tjockt (20 – 30
μm) gråsvart, poröst och sprött
skikt med grov kristallstruktur. Det är inte lämpligt som lackunderlag men desto
lämpligare som smörjmedelsbärare.
Zinkfosfat i tunna skikt och med små kristaller är en förutsättning få att få
bra friktionsvärden. Tjocka skikt med stora kristaller ger en våldsam spridning
i friktion och därmed en likaledes varierande klämkraft. Fosfatering i
kombination med inoljning säkerställer att det blir en konstant oljemängd
på ytan. Det medför en låg friktion med liten spridning, vilket ger en hög och
jämn klämkraft.
Nickel och nickel-krom
Nickel och nickel-krom ger ett gott skydd mot korrosion och är mycket
dekorativa och nötningsbeständiga. Nickel-krom behåller sin glans medan enbart
nickel med tiden blir något gulare och mörkare. Nickelskiktet kan vara över 10
μm tjockt medan kromskiktet är
mycket tunt, 0,25 – 2 μm. Dessa skikt är
ädlare än stål och skyddar genom att skapa en ädel barriär mellan stålet och
miljön. Om ytskiktet skadas finns det risk för ett snabbt korrosionsförlopp
eftersom en galvanisk cell kan bildas mellan järn och nickel-krom.
Tenn
Tennbeläggningar används främst för att öka lödbarheten, men används även som
korrosionsskydd i vissa applikationer.
Mekanisk metallbeläggning
Mekanisk metallbeläggning används främst för att belägga produkter med zink
och tenn eller en kombination av båda. Skikt med både zink och tenn har bättre
korrosionsskydd än rent zink. Beläggningen sker genom att komponenterna
trumlas tillsammans med zinkpulver, glaspärlor och vissa kemikalier vid
rumstemperatur. Glaspärlorna hamrar fast zinkpulvret på komponenternas yta.
Skikttjockleken kan väljas mellan 5 - 30 μm. Korrosionsskyddet är
jämförbart med andra zinkbeläggningar vid motsvarande skiktvikt. Eftersom
densiteten är lägre måste tjockleken ökas ca 20 % för att ge samma skiktvikt per
yta.
Mekanisk förzinkning bör ses som ett komplement till elförzinkning
och varmförzinkning. Fördelen gentemot elförzinkning är att inget
väteupptag sker vid beläggningen vilket gör mekanisk förzinkning speciellt
lämplig för höghållfasta eller ythärdade produkter (hårdhet över 300 HV
eller brottgräns över 1000 MPa). Elförzinkning av sådana produkter medför
risk för väteförsprödning. Varmförzinkningens höga temperatur anlöper godset och
medför att hårdheten minskar. Risken för zinksprödhet är också uppenbar.
Flakesbeläggningar har i många fall ersatt mekanisk förzinkning.
Krav på ytbehandling
- Den ytbehandlade artikelns kravyta ska vara fri från tydligt iakttagbara
ytbehandlingsfel som blåsor, frätgropar, grov yta, sprickor eller obelagda
områden.
- Beläggningen ska ha god vidhäftning och får ej visa benägenhet att lossna
eller flagna.
- Beläggningen ska överensstämma med ställda krav på lokal skikttjocklek.
- Beläggningen ska uppfylla de ställda kraven på korrosionshärdighet.
- Beläggningen ska ge avsett friktionsvärde med liten spridning.
Referenser
Produktblad: DUBO; Korrex; Ordning ur kaos - Bulten
Uppdaterad 2020-01-02
|
