
Monteringsfriktion - lång
Kort version
1 Monteringsfriktion
Friktion är en mycket viktig parameter i ett skruvförband. Både vid och efter montering. Vid montering för att ge ett underlag till beräkning av monteringsmoment och efter montering för att motverka glidning och uppglappning.
Vid montering benämns friktionen Monteringfriktion och kan delas upp i gängfriktion och skallfriktion. För att övervinna dessa krävs ett betydligt högre monteringsmoment än vad som annars hade varit fallet. Faktum är att 90 % av pålagt moment åtgår till att övervinna monteringsfriktionen, varav 50 % för skallfriktionen och 40 % för gängfriktionen, se Figur 1. Endast 10 % av pålagt moment åtgår alltså till att skapa en klämkraft. 90 % av pålagt moment övergår således i friktionsvärme. Detta blir mycket märkbart om man monterar samma fästelement ett antal gånger i rad.
VARNING: Försök inte detta hemma då det kan orsaka otäcka brännskador. Dylik provning skall alltid utföras under övervakning av krediterad personal.
Figur 1. Schematisk illustration som visar hur pålagt moment förbrukas under montering: 50 % åtgår till att övervinna skallfriktionen, 40 % för gängfriktionen och endast 10 % till att förspänna skruven.
Anledningen till att monteringsfriktionen bör vara relativt hög är att i annat fall är risken för uppglappning onödigt stor, se mer nedan.
2 Gängan en uppförsbacke
Gängan kan betraktas som en uppförsbacke och vid montering "skjuts" motgående gänga uppför backen, se Figur 2. Faktum är att gängans stigning kan betraktas som backens lutning. När monteringen är klar ska motgående gänga ligga kvar även om backen "vibrerar" (yttre dynamisk last påverkar förbandet).
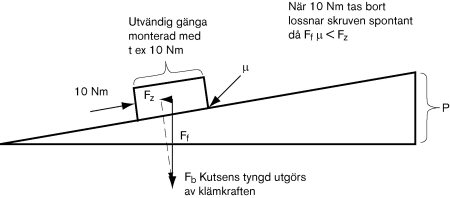
Figur 2. Schematisk illustration av gängans delning (stigning) och hur denna tillsammans med gängfriktionen påverkar lossförfarandet i ett skruvförband.
När skruven monteras skjuter man dess gänga uppför backen. Backens höjd är i det här fallet gängans delning (stigning). När monteringsmomentet 10 Nm tas bort vill kraftkomposant Fz backa skruvgängan. Endast friktionen µ (samt friktionen under skallen, vilken inte syns i bilden) hindrar detta. Om monteringsfriktionen blir 0.02 eller mindre orkar den inte motstå komposant Fz utan gängan backar spontant. Om friktionen ligger kring 0.07 backar gängan om förbandet utsätts för en kraftig vibration (yttre dynamisk last av relativt stor amplitud). Av den anledningen har samtliga bilfabrikanter ett minimikrav på monteringsfriktion som ligger över 0.07.
Storleken på monteringsfriktionen är olika hos olika fordonsleverantörer. Tre olika "Skolor" förekommer:
- Lågfriktionsskolan, även kallad den Germanska skolan och med tysk bilindustri i spetsen. Här ligger friktionen på 0.08-0.16.
- Medelfriktionsskolan, även kallad den Anglosaxiska skolan och med Fransk/Engelsk bilindustri i spetsen. Här ligger friktionen på 0.10-0.18.
- Högfriktionsskolan, även kallad den Asiatiska skolan och med Japansk bilindustri i spetsen. Här ligger friktionen på 0.16-0.30.
Inom svensk fordonsindustri ligger friktionen därmed mellan 0.08-0.18 (gemensamt krav kan sägas vara 0.10-0.16), lite beroende på hur man provar. Om provning utförs mot en referensyta , t ex mot lackerat underlag och i obehandlad mutter hamnar friktionen, kring 0.12. Figur 3 visar friktion mot olika material för några ytbehandlingar använda för fästelement inom svensk fordonsindustri. Relationen mellan kraftutbyte (F/M) och friktion (µ) ges i stycket Beräkningar nedan. Med en M10 skruv med ISO 15071 flänsskruvgeometri motsvarar detta ett kraftutbyte av 0.58 kN/Nm.
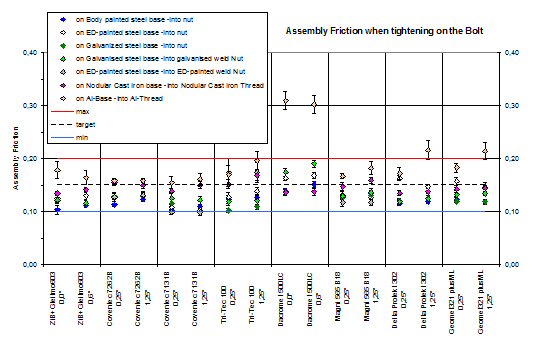
Figur 3. Monteringsfriktion mot olika material i simulerade produktionsförband och med olika typer av ytbehandling på skruven (M10, ca 80 mm lång).
OBS! Den statiska monteringsfriktionen (friktionen som ska övervinnas för att monterat fästelement ska komma i rörelse) är visserligen något högre än den dynamiska monteringsfriktionen som gäller under montering men skillnaden är relativt liten, ofta i storleksordningen några procent.
3 Beräkningar
Om gängfriktion och skallfriktion är ungefär lika stora kan från ett kraftutbytesprov den resulterande monteringsfriktionen beräknas enligt formeln:
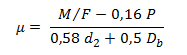
där M är moment, F klämkraft, P gängans delning, d2 gängfriktionsdiameter och Db skallfriktionsdiametern på det fästelement som monteras vid provning.
Kraftutbytet (F/M) registreras t ex vid kraften 0.6 Fb, där Fb är skruvens nominella dragbrottkraft. Den omvända kvoten M/F används i formeln ovan.
Förhållandet mellan kraft, moment och friktion är intressant eftersom det styr hur fästelement skall eller inte skall smörjas samt vilka monteringsmoment som ska användas för en viss materialkvalitet på fästelementet. Detta förhållande åskådliggörs lättast i ett diagram, se Figur 4.
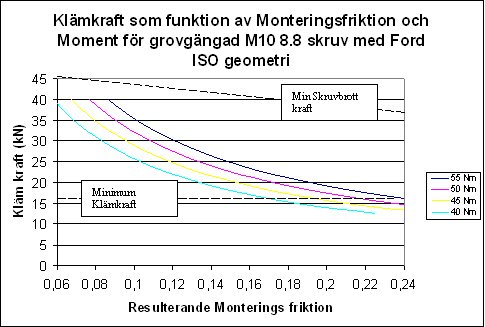
Figur 4. Klämkraft F som funktion av monteringsfriktion (µtot) för olika moment i ett flänsskruvförband M10 av hållfasthetsklass 8.8. Som synes återges fyra olika momentvärden.
Eftersom friktionen normalt varierar med ±25 % och monteringsmomentet med ±15 % så får friktionsspridningen en större inverkan på klämkraftspridningen i ett förband. Detta är viktigt att tänka på vid analys och konstruktion av kritiska förband.
Åtdragningsmomentet för ett förband räknas ut enligt formeln:
M = F (0.16P + 0.58d2 µ1 + 0.5Db µ2) (2)
Där d2 är gängfriktionsdiametern, µ1 är gängfriktion, Db skallfriktionsdiametern, µ2 är underlagsfriktion och P gängans delning. Inom parentesen finns tre termer, två beskriver den andel av pålagt moment som behövs för att övervinna friktionen och en hur, via gängans delning, ett moment ger en klämkraft i förbandet.
Som synes är friktionstermerna betydligt större än delningstermen
(d2 är ofta 5 ggr P och Db ofta 10 ggr P). Detta förklarar hur det kommer sig att ca 90 % av pålagt moment övergår i friktionsvärme.
Om friktionen var noll skulle det räcka med 5 Nm för att dra en M10 8.8 skruv till klämkraftmålvärdet 25 kN. Dock glappar ett sådant förband upp av sig själv. Med lämplig monteringsfriktion ligger momentet mellan 40-50 Nm.
För härledning av formlerna enligt ovan, se kapitlet Gängans mekanik.
Uppdaterad 2018-01-11
|
