Kort
version
1 Definition
Efter avslutad åtdragning kommer klämkraften i ett skruvförband alltid att
sjunka. Man brukar skilja på två olika begrepp för klämkraftförlust: 1. Statisk
sättning som sker under och strax efter montering och innan yttre last har
drabbat förbandet. 2. Dynamisk sättning som uppkommer då yttre last drabbar
förbandet. Se Figur 1. En samlingsbenämning är sättning. Relaxation är
mekanismen och sättning den resulterande förlusten i klämkraft.
Mekanismerna är:
1. Relaxation genom plastisk deformation
av kontaktpunkter under och strax efter åtdragning. När förbandet utsätts för
yttre last förändras spänningsfördelningen och förnyad plastisk deformation av
kontaktpunkter uppkommer. Även förnyad elastisk deformation uppkommer här om
spänningsförhållandena i förbandet förändras. Om förbandets olika delar rör sig
i förhållande till varandra blir det mycket ny plastisk deformation av
kontaktpunkter och förbandet tappar mycket i klämkraft.
2. Kryp som innebär
att materialet omfördelas på grund av det pålagda trycket. Detta sker genom en
diffusionsbaserad förändring av materialets kristallkorn och/eller genom
korngränsglidning.
I modern fordonsteknik eftersträvar man underhållsfria skruvförband som efter
åtdragning ska fungera under hela den tänkta livslängden. Förbanden måste därför
utformas så att relaxation och sättning minimeras och eventuell krypning
undviks. Då relaxation och sättning aldrig kan undvikas helt måste beräkningar
av kraftbehovet även innefatta en marginal för relaxation och sättning . Om
förbandet är högt påkänt eller kritiskt bör det även provas m a p funktion och
klämkraftsförluster.
Statisk sättning är den första, snabba anpassningen till
klämkraften som de klämda ytorna genomgår. Statisk sättning uppkommer alltså
genom skruvens klämkraft och inte genom yttre belastning.
Dynamisk sättning uppkommer däremot genom inverkan av yttre
belastning när förbandet tas i bruk. Typiskt för dynamisk sättning är att den
avtar med tiden och förlusten i klämkraft kommer att begränsas.
Krypning uppkommer genom inre deformationer i skruv eller
komponenter under tidens inverkan och kan påskyndas av t ex förhöjd temperatur.
Typiskt för krypning är att den inte avtar och därigenom orsakar en fortgående
minskning av klämkraften.
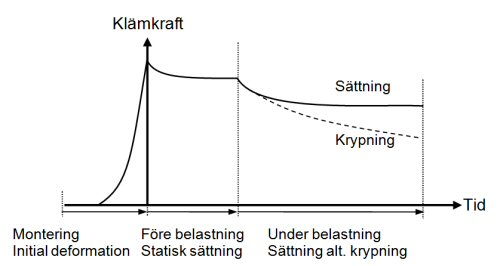
Figur 1. Definitioner på sättning.
2 Sättningar i förbandet
Sättningar kan uppstå på olika ställen i förbandet :
- I kontaktytorna
- I gängorna
- I brickor, låsbleck och dylikt
- I de hopfogade delarna
- I mjuka material
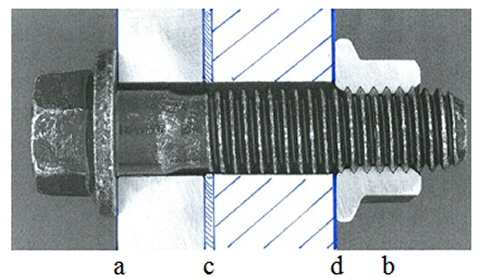
Figur 2. Exempel på sättningar i förband:
a. i
kontaktyta, b. i gängorna, c. i packning, d.
i färgskikt.
Sättning i kontaktytorna
Vid sammanpressning av två ytor har dessa till en början endast kontakt i ett
fåtal punkter, beroende på ytojämnheter. Kontakttrycket i dessa punkter blir
därigenom så stort att plastisk deformation inträder lokalt i kontaktpunkterna
varvid den reella kontaktarean ökar till dess att den är stor nog att bära
lasten, dvs kläm-kraften i skruven. När sedan en yttre last anbringas i
förbandet ökar belastningen och ytorna deformeras ytterligare. Grova ytor, form-
och geometriska fel som planhet, vinkelräthet, kantanligg, klippskägg och dylikt
orsakar större okontrollerade sättningar. Mjukare material t ex lättmetaller ger
större sättningar än hårda material t ex stål. Den totala sättningen i
kontaktytorna beror även av antalet kontaktytor samt hur krafterna verkar från
den yttre lasten
Sättning i gängorna
Gängorna kan betraktas som en kontaktyta. Sättningen beror därför av
ytojämnheter, material och klämkraft. Även spån och partiklar i gängan
förorsakar sättning. På grund av snedbelastning på de olika gängvarven
föreligger det dessutom alltid risk för att gängornas skjuvhållfasthetsgräns
överskrids så att plastisk deformation erhålls.
Sättning i brickor, låsbleck och dylikt
Planbrickor, låsbleck i tunnplåt och dylikt medför ökat antal kontaktytor och
då de oftast är tillverkade i mjuk plåt riskerar de att deformeras.
Tandbrickor, fjäderbrickor och andra liknande låsartiklar medför också flera
kontaktytor samt komprimering och nedätning i godset.
Sättning i de hopfogade delarna
Sättning kan även inträffa i de hopfogade delarna. Det beror på hur
eftergivet materialet i delarna är samt delarnas utformning dvs styvhet. I
karossförband där flera plåtar monteras ihop kan ibland stora sättningar uppstå.
På grund av formtoleranser uppstår gärna spalter mellan plåtarna. Att
komprimera spalterna kräver en hel del klämkraft vid monteringen. Då plåtarna
ofta är relativt mjuka genomgår de lätt ytterligare plastisk deformation under
drift vilket leder till att en del av klämkraften som användes till att
komprimera spalterna går förlorad.
För högt hålplanstryck under skruvskalle och eventuell mutter ger också
sättning, se kapitel Hålplantryck.
Sättning i mjuka material
Mjuka material t ex packningar, plastmaterial och färgskikt ger oftast stora
sättningsförluster och risk för krypning. Stor försiktighet anbefalles vid
konstruktion med polymera material samt lackerade artiklar där bibehållen
klämkraft är kritisk.
Vad gäller packningar, se kapitel Tätande förband och gällande lackerade
artiklar, se avsnitt Sättning i färgskikt nedan.
Beräkningar
Närmare information återfinns i ref.nr 1-5 i avsnitt 5 Referenser.
3 Sättning i färgskikt
Det finns idag flera typer av färger med olika egenskaper. Våtfärger har
fortfarande en viss användning dock ej i skruvförband. Elektrodopp- samt
pulverfärg är nya färgtyper som har visat sig användbara även i påkända men inte
kritiska förband.
Varning!
I kritiska skruvförband kan färgskikt
överhuvudtaget inte accepteras pga stor sättning eller krypning. Exempel är
förband i förbränningsmotorer och växellådor.
Våtfärg, dvs färg som är flytande när den appliceras, har efter härdning
begränsade mekaniska egenskaper. Det innebär att den inte får finnas på
anliggningsytor i skruvförband. Anliggningsytor måste därför maskeras vilket ger
extra kostnader och ofta problem med korrosionsskydd. Våtfärg kräver dock, till
skillnad från pulverfärg, inte samma uppvärmning för att härda ut färgskiktet
och kan därför användas på det yttre av stora och tunga komponenter som annars
skulle ge orimliga energikostnader. Våtfärg användes även på det yttre av
komponenter som innehåller värmekänsliga detaljer.
Elektrodoppfärg (ED) är en typ av våtfärg (grundfärg) som appliceras
genom doppning av hela artikeln i ett färgbad under det att artikeln är ansluten
till en elektrisk spänning. Genom den efterföljande härdningen vid ca 180°C
uppnås god mekanisk stabilitet och därmed begränsad sättning som gör att ED kan
accepteras i vissa skruvförband. Förfarandet ger ett tunt och väldefinierat
skikt på 20-30 µm och dessutom god inträngning. Det har visat sig möjligt att
tillåta ED i gängor om bara gängtoleranserna kompenseras för lacktjockleken.
Färgen ger dock begränsat korrosionsskydd och bör inte användas i svårare
miljöer.
Pulverfärg är en färg som i pulverform appliceras med pulverspruta under
det att artikeln är ansluten till en elektrisk spänning. Genom den efterföljande
härdningen vid ca 180°C kan för en del pulvertyper uppnås mycket god mekanisk
stabilitet och begränsad sättning som gör att de väl kan accepteras i vissa
skruvförband.
Det beror på bildandet av inre bindningar, för vissa pulverfärger så starka
att färgskiktet t o m tål höga hålplantryck. En begränsning är att pulverfärg
mjuknar vid högre temperatur och det finns för närvarande inga pulverfärger som
kan användas i skruvförband som utsätts för temperaturer över 70°C och som
dessutom har krav på miljögodkännande. Detta motsvaras av kravet på lägst 75°C
glastransitionstemperatur (Tg) som beskriver vid vilken temperatur färgen börjar
mjukna. Temperaturtåligheten kan skilja kraftigt mellan olika pulverfärger.
Krav på själva pulvertypen är bl a:
- Termiskt härdande
- Hög förtätningsgrad
- Hög glastransitionstemperatur
- Duktil ej av spröd typ
För acceptabelt slutresultat sätts dessutom krav på förbehandlingen för att
uppnå bl a vidhäftning och beständighet. Om färgskiktet börjar släppa från ytan
eller förbandet börjar glida nöts skiktet snabbt ner och förspänningen minskar
motsvarande hela skiktets tjocklek (ref. 6). Pulverfärg ger ett mycket gott
korrosionskydd.
Pulverfärgens sättning, eller egentligen krypning, är både tid-, last-
och temperatur-beroende. Efter åtdragning av förbandet sker först en momentan
relaxation av färgskiktet. Därefter består sättningen både av en elastisk och en
plastisk del och kan beroende på vald pulverfärg motsvara ca 10 % av totala
skikttjockleken.
För att begränsa sättningens storlek bör därför skikttjockleken begränsas.
Det som nämnts tidigare har berört sättningen vid statisk belastning. Dynamisk
belastning ska ge ett försumbart tillskott till sättningen om färgen är rätt
uthärdad.
Nedanstående figur visar hur klämkraften i ett pulvermålat förband
principiellt minskar med tiden för olika temperaturer. För valet av
pulverfärgtyp gäller dels att för temperaturer upp till Tg ska förlusten i
klämkraft vara ytterst begränsad dels att vid en högre temperatur som förbandet
tillfälligt kan tillåtas bli utsatt för måste det fortfarande finnas en viss
återstående klämkraft för att förbandet inte ska lossna. Temperaturer därutöver
kan inte accepteras pga för stora klämkraftförluster.
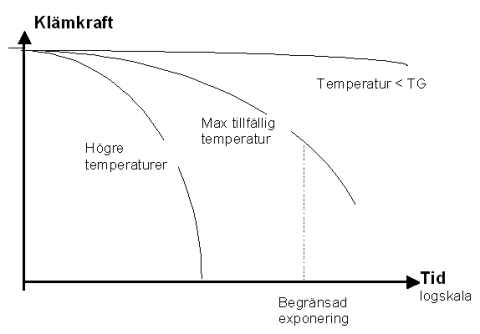
Figur 3. Klämkraft som funktion av tid och temperatur
i förband
med pulverfärg.
4 Tumregler och åtgärder
Allmänna åtgärder
- Minimera sättningen enligt nedanstående tumregler.
- Den i särklass vanligaste åtgärden är att välja en klämlängd som kompenserar
för den beräknade återstående sättningen.
- Föreskriv segdragande åtdragning eller tvåstegsdragning.
- I svåra fall föreskriv efterdragning alt. kontrolldragning i
serviceinstruktioner.
- Högt påkända förband bör alltid verifieras i prov varvid provningen bör vara
så verklighetstrogen som möjligt.
Sättning i komponenter
- Åtgärda grova formfel, planhet, klippskägg mm.
- Ju finare ytjämnhet desto mindre sättning.
- Minimera antalet kontaktytor.
- Utforma de hopfogade delarna att omfatta klämlängden, undvik lösa distanser.
- Hårdare material ger mindre sättning.
- Verifiera ingående delars styvhet.
- Kontrollräkna hålplanstrycket.
- Undvik flerplåtförband.
- Verifiera materialvalet för gängade delar.
- Föreskriv krav på renhet i gängade delar.
- Undvik brickor, låsbleck och deformerande låsartiklar.
- Måste hålplantrycket minskas använd helst flänsskruv, undvik bricka.
- Om bricka införas t ex för att minska hålplantrycket måste den ha lämplig
hårdhet och tjocklek.
- Undvik mjuka packningar välj andra alternativ.
Sättning i elektrodopp (ED)- och pulverfärg
- Allmänt gäller att dessa färger ej bör användas i kritiska skruvförband!
- Dock har elektrodopp- och viss pulverfärg visat sig kunna användas även i
högt påkända förband på t ex hytter och chassin med olika fästen på lastbilar.
- Ingen pulverfärg på anliggningsytan om temperaturen överstiger
glastransitions-temperaturen, Tg. Dock kan eventuellt en högre temperatur
tillfälligt accepteras om den återstående klämkraften anses tillräcklig för
förbandet.
- Sättningen beror på vald ED- eller pulverfärg och kan som ett exempel
motsvara ca 10 % av färgskiktet tjocklek.
- Sätt därför krav på max tillåten skikttjocklek per kontaktyta.
- Elektrodoppfärg kan användas i gängor men bör alltid testas först.
- Försök styra färgskiktets friktionskoefficient (yt- och bulkfriktion) mot
specifika krav om sådana finns, alternativt att efterlikna den rena metallytan,
d v s friktionstal mellan 0.10 och 0.15.
- Diskutera med ansvarig inköpare att använda ytbehandlare som är bedömda att
ha god kompetens i målning. Om förbandet bedöms vara högt belastat ska
ytbehandlaren använda sig av färg som är bedömd eller utprovad av beställaren
alternativt av leverantören av artikeln. I det senare fallet efter beställarens
godkännande. I dagsläget finns inga allmänna standarder på detta
område.
Sättning i plastmaterial
- För enbart hopfogning
finns bl a gängformande skruvar och de ska då dras med begränsat moment.
- Använd ansatsskruvar
vilket dock kräver toleranssatt plasttjocklek.
- Använd metalliska
insatser för själva skruvförbandet vid mer påkända förband eller om förbandet
ofta ska lossas för serviceåtgärder.
5
Referenser
- VDI 2230 Part1 Systematic calculation of high duty bolted joints, 2003,
distribuerad av SIS förlag AB på licens av DIN
- Kubler, K.H. und Mages, W. : Handbuch der hochfesten Schrauben. 1. Auflage,
Giradet Buchverlag 1986
- Handbok om Skruvförband, Colly Company regnr MSK TU 9501135A ISBN
91-630-3882-X
- Teknisk information 5 , Beräkning av skruvförband, Bulten
- "Ordning ur kaos" Bultens Teknikhandbok, 1999
- Daniel Ståhlberg : Thermoset Polymers and Coatings Subjected to High
Compressive Loads, Doktorsavhandling KTH, 2006, ISBN
91-7178-425-X
