
Tillverkning av fästelement
Kort
version
1. Tillverkning av skruv
Vid tillverkning av skruvar och
muttrar genomförs detta ofta i form av de olika stegen: kallformning, gängning,
värmebehandling och ytbehandling.
Beroende av skruvens form och
funktionskrav kan även andra steg tillkomma såsom:

Figur 1. Från
tråd till skruv, tillverkningssteg.
2. Kallstukning och
gängning
Kallsmidning är det samlande
uttrycket för att vid rumstemperatur plastiskt forma produkter av stål eller
andra metaller. Kallformning eller rättare kallstukning är en
tillverkningsprocess för ekonomisk framställning av skruvar, muttrar och
liknande detaljer. I en liggande (i de flesta fall) eller stående excenterpress
bearbetas ett trådmaterial i kallt tillstånd. I flertalet fall är det en både
ekonomiskt och tekniskt överlägsen metod att tillverka komponenter för de mest
skilda ändamål.
Fördelarna är främst: Kort
formningstid; litet materialspill; materialtågorna följer detaljens from;
fördelaktig hållfasthetsökning i kritiska avsnitt, t ex i övergången mellan
olika diametrar; snäva toleranser kan åstadkommas som i stor utsträckning gör
efterföljande bearbetning onödig.
Utgångsmaterialet för tillverkning
av skruv utgörs av dragen tråd upplindad i ringar. Trådens omformning från
kapning till färdigformad och gängad skruv framgår av figur 2.

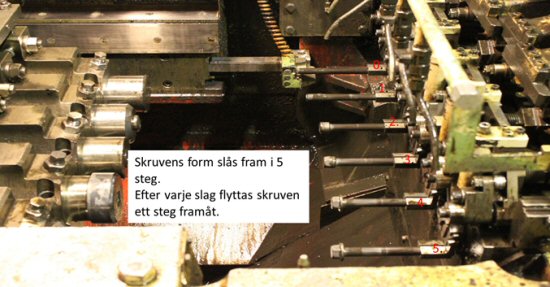
Figur 2.
Från tråd till skruv.
De olika stegen genom
kallformningsmaskinen är:
- Tråden riktas och maskinen skär av
ett ämne av lämplig längd.
- Ämnet går till förstansning och
diameterreduktion. Genom ett fingersystem flyttas ämnet horisontellt (i den
liggande excenterpressen) från station till station för de olika
stansoperationerna.
- Stansmekanismen pressar upp ett
runt huvud. Samtidigt präglas eventuellt varumärke och hållfasthetsklass in på
huvudet.
- Huvudets sidor skärs av (skäggas)
så att 6-kantformen framträder.
- Den halvfärdiga skruven passerar
ett ändfräsningsverktyg, som fasar änden.
- Skruven matas till valsgängbackarna
för precisionsrullning av gängan.
- skruven lämnar maskinen och
vidarebefordras till värme- och ytbehandling samt kontroll.
3. Härdning av
skruv
För att skruven ska få de
mekaniska egenskaper som kunden efterfrågar görs en värmebehandling efter det
att skruven har fått sin rätta form (i vissa fall görs gängningen efter
värmebehandlingen).
Värmebehandlingen går till enligt
följande:
-
Skruven tvättas för att ta bort
oljerester.
-
I den första ugnen värms
skruvarna till ca 900 C i ca en timme för att ferriten i skruven ska omvandlas
till austenit.
-
Genom att skruvarna sänks ner i
en härdolja sker ett snabbt avsvalnande av skruvarna och det bildas hård och
spröd martensit.
-
Martensiten har inte den seghet
som krävs och därför värms skruvarna upp till ca 450 C, i en mjukglödgning där
skruvarna blir något svagare men också betydligt segare.
I framförallt gängformande skruv
som ska användas i stålapplikationer krävs en väldigt hög ythårdhet på skruvens
gängformande gängor. Detta kan uppnås genom:
-
Sätthärdning. Genom att ha en
förhöjd kolhalt i ugnsatmosfären under austenitiseringen höjs kolhalten i
skruvens yta. Den förhöjda kolhalten ger en ökad ythårdhet efter den snabba
avkylningen och glödgningen.
-
Induktionshärdning. Det är en
separat värmebehandling som utförs efter den ordinarie värmebehandlingen. De
första gängformande gängorna värms induktivt och kyls sedan snabbt i olja. Då
detta steg inte följs av glödgning blir dessa gängor hårda och spröda och bör
därför ej bära någon last.
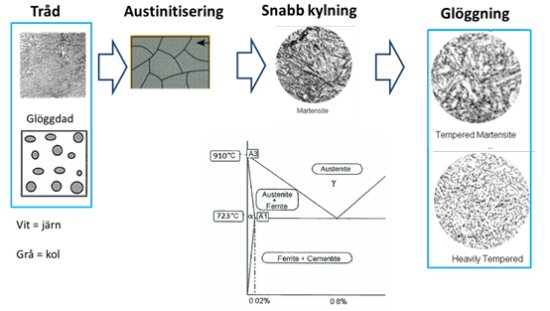
Figur 3.
Härdförloppet.
4. Tillverkning av
mutter
Utgångsmaterialet för
tillverkning av mutter utgörs liksom för skruv av dragen tråd upplindad i
ringar. Trådens omformning från kapning till mutter framgår av figur 4.

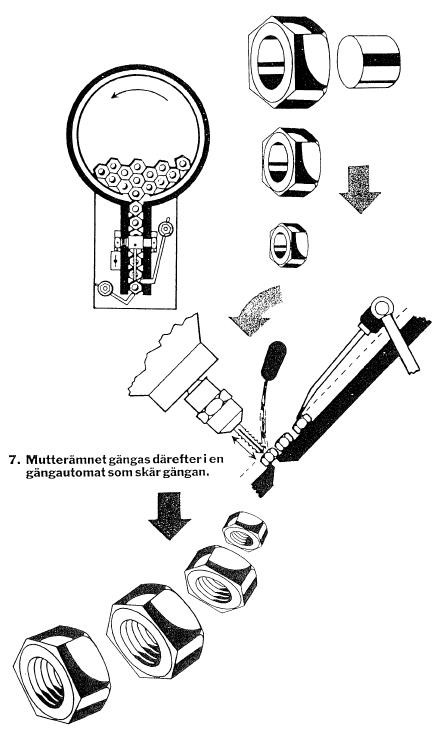
Figur
4. Från tråd till mutter.
De olika stegen genom
kallformningsmaskinen är:
- Tråden riktas och maskinen skär av
ett ämne av lämplig längd.
- Ämnet flyttas automatiskt till
första verktyget, som ger det början till den slutliga sexkantsformen. . Genom
ett fingersystem flyttas ämnet horisontellt (i den liggande excenterpressen)
från station till station för de olika stansoperationerna. Till skillnad från
skruvtillverkningen så vänds ämnet av fingersystemet mellan respektive
stansoperation.
- I de följande verktygen utformas
sexkanten ytterligare samtidigt som hålfasen formas.
- I sista tempot sker hålstansning
och därmed är mutterämnet klart. Tillverkningstakten är ungefär ett mutterämne
per sekund.
- Mutterämnet gängas därefter i en
gängautomat som skär gängan.
- Efter gängningen är muttern färdig
för eventuell värme- och/eller ytbehandling samt kontroll. Varmförzinkade
muttrar gängas efter ytbehandling.
Uppdaterad 2020-01-02
|
